 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
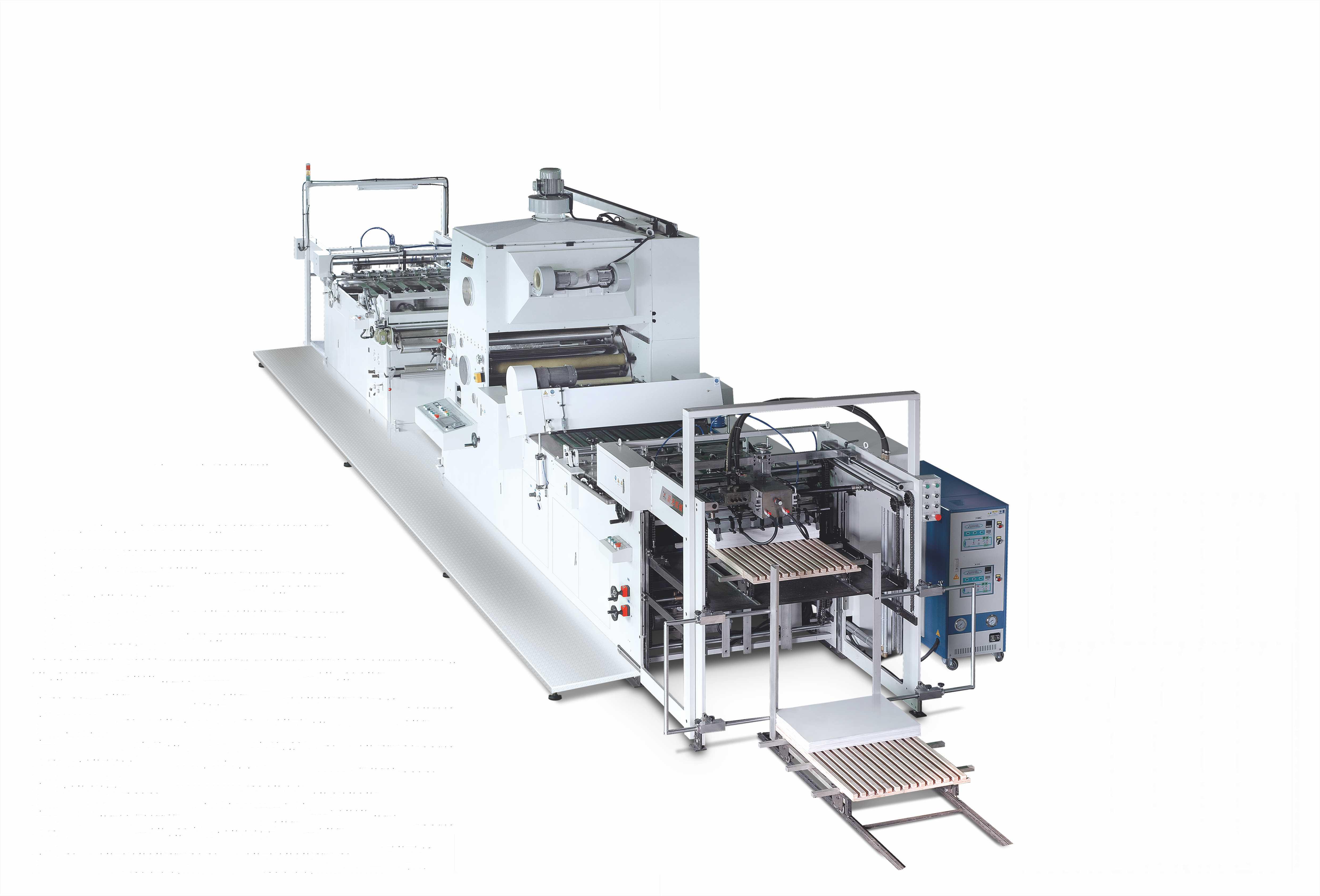
覆膜工藝按所采用的原材料及設備的不同,可分為即涂覆膜工藝和預涂薄膜工藝。即涂型覆膜是指覆膜操作時,以塑料薄膜為原材料,先在它上面涂布黏合劑,經干燥處理后,緊接著將塑料薄膜與印品熱壓復合的工藝方法。預涂型覆膜是指覆膜時以預先涂布黏合劑并干燥后的塑料薄膜為原材料,直接與印品進行熱壓復合的工藝方法。 覆膜機覆膜指的是以透明塑料薄膜通過熱壓覆貼到印刷品表面,形成10~20um的薄膜,起到保護印品及增加印品光澤的作用,又稱貼塑。覆膜工藝被廣泛用于書刊的封面,畫冊,紀念冊,明信片,產品說明書,掛歷和地圖等進行表面裝幀及保護。 覆膜工藝主要分為半自動覆膜機和全自動覆膜機兩種。雖然半自動和全自動在具體操作方面有些不同,在原理上是一樣的:通過輥涂裝置將粘合劑涂布在塑料薄膜上,經熱壓滾筒加熱,使薄膜軟化,然后使涂布了底料的印刷品和薄膜相壓壓合,形成紙塑合一的覆膜產品。 覆膜工藝按所采用的原材料及設備的不同,可分為即涂覆膜工藝和預涂薄膜工藝。即涂型覆膜是指覆膜操作時,以塑料薄膜為原材料,先在它上面涂布黏合劑,經干燥處理后,緊接著將塑料薄膜與印品熱壓復合的工藝方法。預涂型覆膜是指覆膜時以預先涂布黏合劑并干燥后的塑料薄膜為原材料,直接與印品進行熱壓復合的工藝方法。

覆膜設備一般分為兩大類,分別為預涂型覆膜機和涂型覆膜機;預涂型覆膜機由于一些客觀條件的限制。 導致國內使用較少,并未普及,但是發展前景很不錯;即涂型覆膜機應用廣泛,性能穩定,目前被廣泛使用;大小批量覆膜處理等。目前國內已有自動化的先進機器,促進了覆膜機價格的不同性。 即涂覆膜設備該機器是將卷筒塑料薄膜涂敷粘合劑后經干燥,由加壓復合部分與印刷品復合在一起的專用設備。分為全自動覆膜機和半自動覆膜機兩種,各類機型工作原理相同,在結構,覆膜上各有獨到之處,大致分為放卷、上膠涂布、干燥、復合、收卷五個部分以及張力自動控制、機械傳動、放卷自動調偏等附屬裝置組成。 預涂覆膜設備這類機器是將印刷品同預涂塑料復合到一起的專用設備。其最大特點是沒有上膠涂布、干燥部分,比即涂覆膜設備少一些步驟;所以該類機器結構緊湊、造價低、易操作、穩定性能高。預涂型覆膜機由預涂塑料薄膜放卷、印刷品自動輸入、熱壓區復合、自動收卷四個主 要部分,與機械傳動、預涂塑料薄膜展平、縱橫向分切、計算機控制系統等輔助裝置組成。

為了選購者能更加了解去自動覆膜機,覆膜機廠家提供了一些全自動覆膜機的功能及特性 ,方便選購者的一個了解。 1、自動送紙機:飛達送紙頭精密的設計,使厚薄紙張均可平穩送出,采用無段變速裝置,加裝自動搭邊控制,適應不同紙張給紙。精密的風頭,操作運轉中很方便地調節風頭于紙堆相對位置。特有不停機續紙裝置,即配備輔臺,可一邊送紙一邊補紙,保證生產連續進行。 2、除粉裝置(選配組合):采用掃粉和壓粉兩級除粉結構,紙張經過輸送帶由毛刷輥和排刷掃粉使表面上的粉塵由吸風機吸走,再經過電熱壓輥輾過后,有效去除紙面在印刷中所噴附的粉塵;另輸送帶的緊密排列設計結合高效吸風使紙張不會有退位或錯位,使紙張準確送達主機壓合部。 3、全自動覆膜機主機的硬鉻復合輥筒內置電熱系統及自動控溫裝置,使溫度分布均勻。 加大型復合滾筒設計使壓合面增大:電熱輥筒直徑420mm,輥芯內壁車內圓,使輥筒不偏重、受熱面均勻;壓合膠輥直徑360 mm,確保OPP膜壓合平滑,穩定運轉。手壓式油壓缸控制復合壓力,可使上下兩滾筒左右壓力平衡受力。高精度鍍硬鉻鏡面加熱輥筒配合高性能壓合橡膠輥,完美實現熱復膜工藝。 4、涂布油頭采用進口變頻調速器控制,上膠水輥筒經過高精磨、內壁特做重平衡處理,更有效保持涂布量的穩定,高精密制造的涂布及計量硬鉻輥筒確保涂布量的均勻,達到精確涂布效果。同時標配兩組抽油泵及不銹鋼油槽,適合水性、油性膠水的使用。采用直流馬達壓膜涂布裝置,穩定、快速、操作簡單。 5、薄膜放卷軸,采用磁粉制動,保持穩定的張力,特有的氣動張膜裝置確保壓膜、起膜時膠膜的松緊度,有效預防了卷膜的故障。 6、自動分切裝置:分切長度可根據紙張大小自由設置,可自由控制速度。機組聯動運轉系統,配合主機的速度,自動增減,操作簡單,節約人力成本,降低操作者勞動強度。刀盤旋片式設計,回轉刀座4組刀片,可微調控制,易操作;調整時,配合壓力滾筒互相作用。加配反紙輥,可分切薄紙,128克以上的紙張可以聯機自動分切;配有自動收卷裝置,針對質量及硬度較差的紙張,可進行成卷收卷。 7、干燥系統采用特殊的臥式烘干箱設計及手動恒溫控制系統(操作方便,加溫速度快,有效節約工作輔助時間從30°到90°僅需15分鐘左右),此設計能使OPP膠膜穩定行進干燥,不會導致膠膜偏移或收縮。適合水性膠水的干燥系統,熱量高,分布廣,完全使熱能均勻分布于OPP膠膜上,促使膠水快速干燥,反應速度快。 8、先進的電路采用FATEK原裝PLC編程控制,整機機電一體化控制,經觸摸屏可自動調節搭邊尺寸,無需人工手動操作,減少紙張搭邊的誤差。人機界面顯示速度、機械工作狀態、故障提示,達到人性化操作;電機采用變頻控制,穩定、節能、安全可靠。 9、自動收紙機(選配組合):氣動式雙邊齊紙裝置,附紙張計數器;輸送臺面附真空吸氣風帶;紙張薄紙導紙裝置;鏈條懸空吊板載紙臺,光電感應自動下降;收紙臺配有輔載臺,可不停機收紙。(如無選配自動收紙機的,在收紙板前加配計數器,可計量報警。)
自動復膜機最好是經常性的檢查膠輥上有沒有粘有膠皮、油垢,及時擦拭輥上的膠跡和塵土。保證兩滾的外表清洗烏黑。各輥外表要堅持清洗,不僅如此每次運用完機器后,有必要馬上清洗機器。運用膠水稀釋劑沖滌及用柔軟的毛巾揩擦各輥,嚴禁用銳器刮削滾筒外表。每次開機時,照樣要擦凈各輥外表塵土。電腦燙金機并檢查機器各輥的外表是不是烏黑的,機器呈現缺陷亦或是失常動態時,要及時分析查找緣由并對其進行根除,等到機器全部正常后才可以讓其繼續進行運作。 自動復膜機刮刀片的刃線應堅持平整具有彈性,當呈現有迂回、牙口、卷邊等表象時應及時修整交換,運用0.15~0.20毫米的錳鋼皮或膠印機的言之刀片,按原規范標準交換之。要守時對機器的各傳動部位和滑面加潤滑油,保證機器處于出色的潤滑狀況,特別是壓合輥的大軸承由于遭受的壓力大且溫度高,潤滑油隨意蒸騰丟掉,要及時侏儒高溫潤滑油,從而使得其在高溫高壓下能正常運行。全自動復膜機樓板模板支撐,運用了用聯接件與鋼管構成的鋼管支架,并逐漸完美打開為扣件式鋼管支架。 (1)打印墨層未干透:先熱壓一遍再上膠,也能夠推延覆膜日期,使之枯燥完全。 (2)打印墨層太厚:可恰當添加粘合劑涂布量,增大壓力及復合溫度。 (3)復合輥外表溫度過高:采納風冷、封閉電熱絲等散熱方法,趕快下降復合輥溫度 (4)覆膜枯燥溫度過高:枯燥溫度過高,會致使粘合劑外表結皮而發作起泡毛病,這時應恰當下降枯燥溫度。 (5)薄膜緣由:因薄膜有皺折或松懈表象、薄膜不均勻或卷邊而致使的起泡毛病,可通過調整張力巨細,或替換合格薄膜來處理。 (6)粘合劑濃度緣由:粘合劑濃度高、粘度大或涂布不均勻、用量少,也是緣由之一,這時應運用稀釋劑下降粘合劑濃度,或恰當進步涂覆量和均勻度。

在使用全自動覆膜機的時候,要注意將印刷品復合到一起,還有一個最大的特點就是沒有上膠涂布,在干燥的時候,覆膜機的結構就會緊湊,體積就會變小,這時候要注意操作燙金壓痕機,如果操作的好,產品質量就會好,電腦燙金機穩定性就會高,印刷的時候,自動輸送機構可以保證印刷品在傳輸的過程中不發生重疊情況,并且可以保證自動進入復合部分,大部分的機械采用的都是氣動或者摩擦方式來實現這一點的,全自動覆膜機就不用,可以在滿足這些要求的時候,還可以保證輸送的準確度,還有精度! 1.待施工產品必須平直。對有“荷葉邊”和“緊邊”現象的不平直紙張要進行處理。“荷葉邊”紙張可以進行烘烤處理,“緊邊”紙張可以進行吊晾處理。 2.一定要等印跡干透后方可覆膜,否則會造成起泡或拉毛現象。 3.印刷時盡量少噴粉,否則會造成堆粉處發空起泡。在覆膜前應把噴粉處理掉,印刷數量多的可以進行吊晾去粉,印數少的可以進行人工擦拭。 4.覆膜時還應注意紙張絲縷方向,特別是厚紙,減少紙張因受到碾軋拉伸而產生卷曲的現象。

覆膜機調整好后,把經過預處理的印刷品送入進紙機構進行覆膜,取得樣品進行檢驗。覆膜前先用少量的印刷品進行檢驗,以免造成大量浪費,檢驗合格后,即可進行大批量的生產。覆膜檢驗使用方法如下: 1、把覆膜完成的樣張覆膜一角向寬方向撕揭,按住紙張,寬度方向全部撕開后,在全部撕揭,撕開后,若印刷品表面圖文印跡隨膠層和紙張的纖維轉移到薄膜上,則說明印刷品與薄膜粘合良好,為合格產品。 2、把覆膜好的樣品放入烘道內,以60~65攝氏度烘烤約30分鐘,如果沒有起泡現象,不產生脫層,不起皺,為合格產品。烘烤后撕揭薄膜應不能完好的與紙張分離。 3、把試樣放入冷水中浸泡1小時后取出,如塑料薄膜與印刷品不脫離則為合格品。 4、把試樣放在壓痕機上施壓,如壓出的凹凸部分不脫層則為合格品。

全自動復膜機使用預涂型腹膜工藝進行覆膜加工,無上膠和干燥部分, 它工藝流程短、機構緊湊、操作簡單造、造價低、生產靈活性大,無溶劑氣味、無環境污染、覆膜質量好,全自動復膜機不僅適用大批量印刷品的覆膜加工,而且適用自動化桌面辦公系統等小批量、零散的印刷品的覆膜加工,很有發展前途。全自動復膜機由預涂塑料薄膜放卷、印刷品自動輸入、熱壓區復合、自動收卷四個主要部分,以及機械傳動、預涂塑料薄膜展平、縱橫向分切、計算機控制系統等輔助裝置組成。全自動復膜機構能夠保證印刷品在傳輸中不發生重疊并等距地進入復合部分,全自動復膜機一般采用氣動或摩擦方式實現控制,輸送準確、精度高,在復合幅面小的印刷品時,同樣可以滿足上述要求。 全自動復膜機是覆膜工藝中較為特殊的一種,除具有覆膜工藝的諸多優點外,還增加了商品在包裝中的可視性功能,全自動復膜機在豐富多彩的印刷圖案中嵌以曲線優美的可視窗口,不但使包裝更加精美,同時亦起到宣傳美化商品、揭示商品身價的作用,成為實現和提高商品價值的一種有效手段。 一、全自動復膜機它的覆膜原理與一般覆膜機的不同之處在于: 1、它將黏合劑涂布在薄膜表面上,全自動復膜機而后將薄膜覆蓋在已經印好的印刷品表面上,再壓合為成品; 2、全自動復膜機預涂覆膜的特殊優點是能自動噴粉并能通過加熱利用膠的黏性溶解噴粉達到自動除粉。 預涂覆膜工藝因覆膜設備不需黏合劑加熱干燥系統,操作方便,可隨用隨開機,全自動復膜機生產靈活性大,同時無溶劑氣味,無環境污染,更重要是能完全避免氣泡、脫層等故障,其成品透明度極高。 二、全自動復膜機需要注意以下幾點: 第一、全自動復膜機使用的膜有亞膜和亮膜兩種,亞膜效果像磨砂效果更加有檔次,亮膜效果明顯直觀,有反光效果。選擇不同的膜有不同的效果,這就要根據您的需要自由選擇。 第二、復膜機復膜最好雙面同時復膜,全自動復膜機這樣效果更加平整,有挺度,不卷曲。 第三、全自動復膜機也有不同的類型,比如自動復膜機以及小型復膜機。小型復膜機最寬可以覆膜32cm寬度,長度沒有限制。 三、全自動復膜機談談全自動覆膜機覆膜工藝的效果 1.全自動復膜機將護膜覆在圖片上,使圖片的強度及表面的耐磨性提高。 2.使圖片與外界空氣隔絕防止因大氣中的腐蝕性氣體的腐蝕、潮濕、干燥引起的變形和龜裂,雨水沖刷和紫外線照射引起的退色及變色,全自動復膜機電腦燙金機保持圖片畫面的亮麗色澤經久不衰,延長圖片展示壽命。 3.全自動復膜機將圖片貼在展板上或布面上以制成可懸掛的廣告畫面 4.將特殊的面膜或板材壓覆在圖片上,全自動復膜機以形成具有亮光、亞光、油畫、虛擬,立體等特殊藝術效果的畫面。即將專用的熱膜在加熱到一定溫度(約在100-180°C)的設備上進行的裝裱方法稱熱裱,全自動復膜機可分單面熱裱及雙面熱裱,因其光透性及防水性較好,耐熱性好,硬度強,適用于以燈光為依托或其它場合的廣告圖片的后期制作。全自動復膜機但熱裱設備及耗材價格較貴,操作復雜,能源消耗大,覆膜機價格成本也高。 四、全自動復膜機的技術參數,全自動覆膜機采用的技術分為兩大類。一種是從電熱板直接加熱的方式, 它是經前膠輥導入后進入加溫區, 全自動復膜機然后進行壓合、導出, 這種加工技術比較落后。由于加溫和加壓分步進行, 加工后的物品表面易有氣飽和平整度不好。但這種技術難度小, 制造成本低, 全自動復膜機而且加工過程熱能損失少。另一種是前導輥為熱壓輥, 采用加溫加壓同步進行, 然后進入具有冷卻調平作用的后膠輥導出。全自動復膜機前導輥獲取熱量的方式分為內傳導熱式和外輻射熱式兩種, 一般大型機, 圈材機采用前種方式。全自動復膜機較小規格的機型采用后種方式。目前, 這種熱壓輥技術比較先進, 由于加工過程中加溫, 加壓同步進行, 消除了塑封物品的氣泡問題, 全自動復膜機同時經過冷卻調平增強了塑封物品的直觀效果。現在國產塑封機的生產受技術、工藝、材料等條件的限制采用這種技術的廠家很少。 五、從過膠技術的發展過程看, 由于全自動覆膜機性能的提高和各種特殊用膜的開發, 使這種特殊加工方式還會有很大的發展。如提高藝術效果的布紋膜、亞光膜、超低溫膜的應用, 可提高原件的藝術效果, 全自動復膜機有很大的發展潛力。另外, 最新研制的一種燙金技術可使用一種特殊燙金膜覆蓋在需要進行處理的字體上, 對復印件等的字頭進行燙金處理, 全自動復膜機經塑封機加的工后即可達到燙金效果, 使原來很繁鎖的處理辦法變得簡單。

自動復膜機最好是經常性的檢查膠輥上有沒有粘有膠皮、油垢,及時擦拭輥上的膠跡和塵土。保證兩滾的外表清洗烏黑。各輥外表要堅持清洗,不僅如此每次運用完機器后,有必要馬上清洗機器。運用膠水稀釋劑沖滌及用柔軟的毛巾揩擦各輥,嚴禁用銳器刮削滾筒外表。每次開機時,照樣要擦凈各輥外表塵土。電腦燙金機并檢查機器各輥的外表是不是烏黑的,機器呈現缺陷亦或是失常動態時,要及時分析查找緣由并對其進行根除,等到機器全部正常后才可以讓其繼續進行運作。 自動復膜機刮刀片的刃線應堅持平整具有彈性,當呈現有迂回、牙口、卷邊等表象時應及時修整交換,運用0.15~0.20毫米的錳鋼皮或膠印機的言之刀片,按原規范標準交換之。要守時對機器的各傳動部位和滑面加潤滑油,保證機器處于出色的潤滑狀況,特別是壓合輥的大軸承由于遭受的壓力大且溫度高,潤滑油隨意蒸騰丟掉,要及時侏儒高溫潤滑油,從而使得其在高溫高壓下能正常運行。全自動復膜機樓板模板支撐,運用了用聯接件與鋼管構成的鋼管支架,并逐漸完美打開為扣件式鋼管支架。 (1)打印墨層未干透:先熱壓一遍再上膠,也能夠推延覆膜日期,使之枯燥完全。 (2)打印墨層太厚:可恰當添加粘合劑涂布量,增大壓力及復合溫度。 (3)復合輥外表溫度過高:采納風冷、封閉電熱絲等散熱方法,趕快下降復合輥溫度。 (4)覆膜枯燥溫度過高:枯燥溫度過高,會致使粘合劑外表結皮而發作起泡毛病,這時應恰當下降枯燥溫度。 (5)薄膜緣由:因薄膜有皺折或松懈表象、薄膜不均勻或卷邊而致使的起泡毛病,可通過調整張力巨細,或替換合格薄膜來處理。 (6)粘合劑濃度緣由:粘合劑濃度高、粘度大或涂布不均勻、用量少,也是緣由之一,這時應運用稀釋劑下降粘合劑濃度,或恰當進步涂覆量和均勻度。