 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
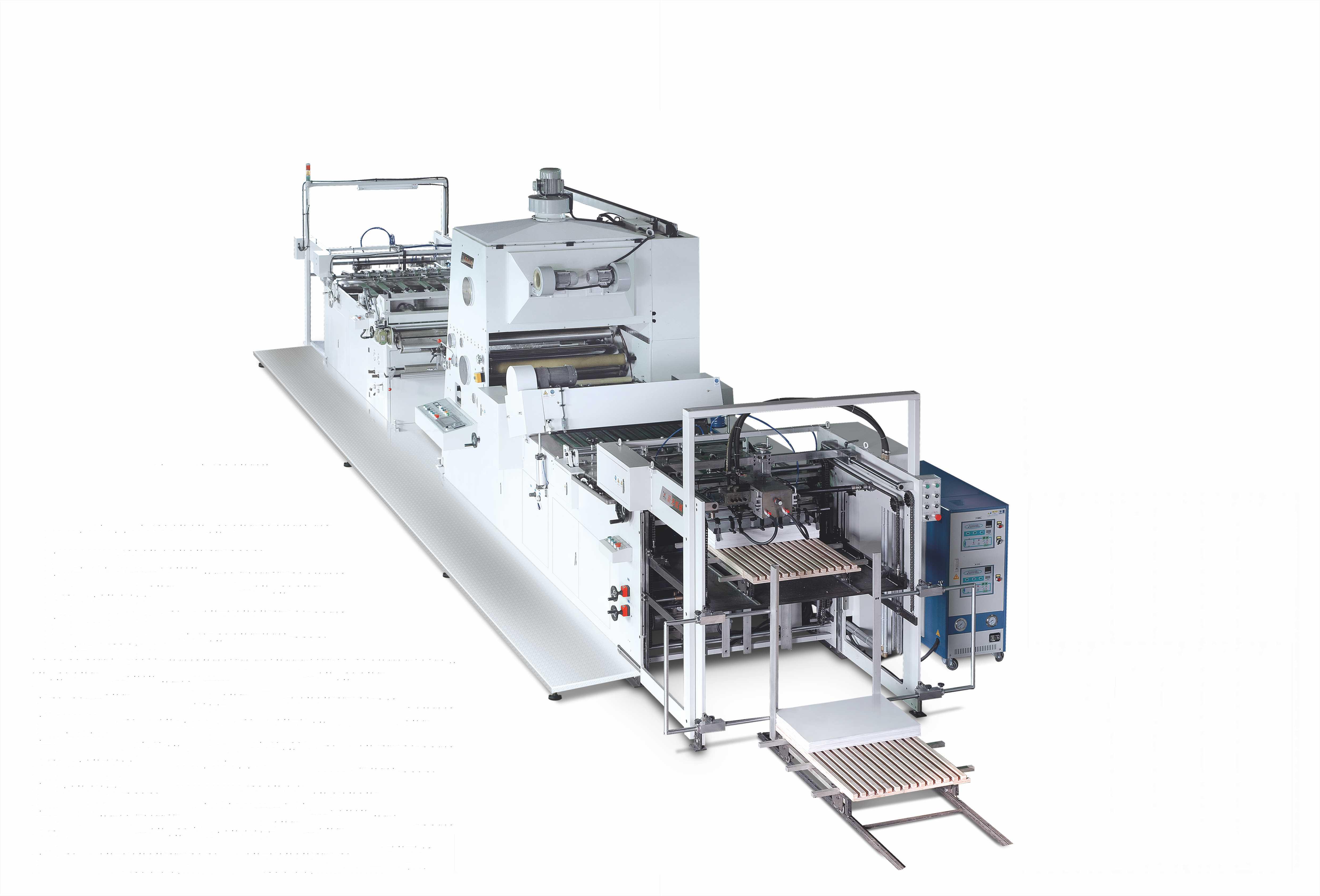
覆膜機可分為即無膠覆膜機和預涂型覆膜機兩大類。是一種用于紙類、板材、裱膜專用設備,經橡皮滾筒和加熱滾筒加壓后合在一起,形成紙塑合一的產品。 預涂型覆膜機采用有膠覆膜的形式,如使用溶劑揮發型膠水、水性膠水或熱熔膠等預涂在覆膜材料上進行熱壓,而無膠覆膜機不同于預涂型覆膜機,無膠覆膜不采用常規的雙向拉伸的聚丙烯膜(OPP),而采用高壓聚乙烯為主料的PE膜,PE膜有較好的熱熔性和塑性,對PE膜的一側進行特殊的強處理以后,就可以用無膠覆膜機將PE膜熱熔復合在彩印紙張上。這種無膠覆膜可經受20~120℃的氣溫,PE膜是一種表面范德華力較弱的材料,蠟質的添加劑成分使其表面呈現一種弱界面層的狀態。 因此,它在較低溫度的熱熔態下,其與紙張的粘合力也是較小的,所以無膠覆膜過程中,需要在加熱輥和PE膜之間墊入一層輔助材料(對PE膜的一側表面進行了特殊的強處理),一同經過無膠覆膜機,再從輔助材料上揭下覆膜產品。此外,無膠覆膜還有一種無膠復合膜的無膠覆膜工藝,可在一定的溫度與壓力下,無需膠水可直接與紙張復合,主要用于不干膠標簽覆膜。
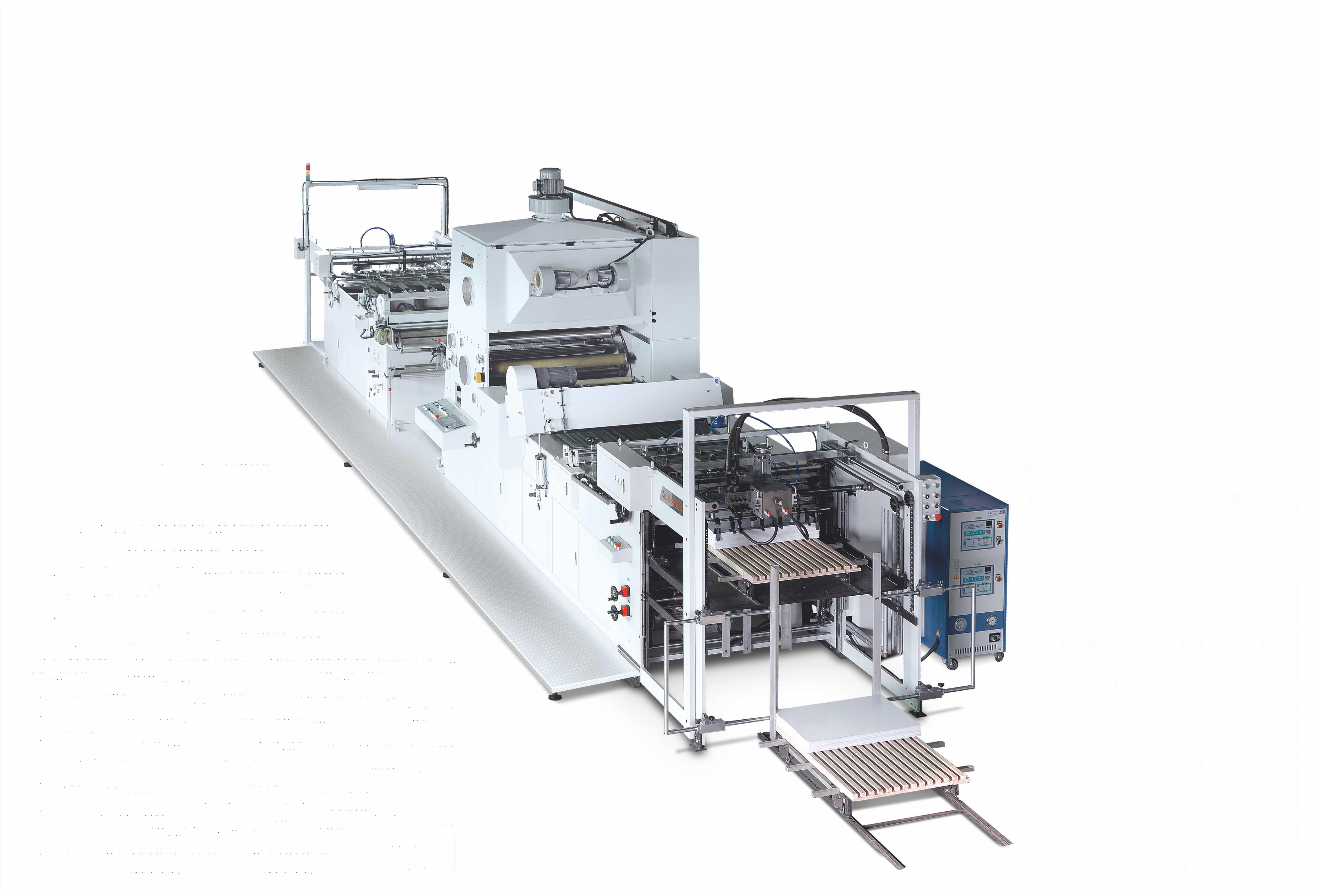
覆膜機是針對印刷品之表面復膜,如用于書本、海報、彩盒包裝、手提袋等,因應全球環保意識的不斷提高,油性復膜將逐漸被水性復膜所取代。 (1)覆膜機之熱壓輥 熱壓輥為空心輥,內裝電熱裝置,輥筒溫度通過傳感器和操縱臺的儀器儀表來控制,熱壓輥的表面狀態和熱功率密度對覆膜產品質量有很大影響。一般覆膜工藝要求熱壓溫度為60~80℃,面積熱流量2.5~4.5W/cm2。 (2)覆膜機之橡膠壓力輥 覆膜機將被覆產品以一定壓力壓向熱壓輥,使其固化粘牢。復合時的接觸壓力對粘合強度及外觀質量有密切關系,一般為15.0~25.0mPa。橡膠壓力輥長期在高溫下工作,又要保持輥面平整、光滑、橫向變形小,抗撕性及剝離性良好,因而多采用抗撕性較好的硅橡膠。 (3)覆膜機之壓力調整機構 用以調節熱壓輥和橡膠壓力輥間的壓力,壓力調整機構可采用簡單偏心機構、偏心凸輪機構、絲桿、螺母機構等;但為簡化機械傳動零部件,并提高壓力控制精度,目前大都采用液(氣)壓式壓力調整機構。

預涂型覆膜機是將印刷品同預涂塑料薄膜復合到一起的專用設備,由預涂塑料薄膜放卷、印刷品自動輸入、熱壓復合、自動收卷四個主要部分,以及機械傳動、預涂塑料薄膜展平、縱橫向分切、計算機控制系統等輔助裝置組成。 預涂型覆膜機使用預涂型腹膜工藝進行覆膜加工,無上膠和干燥部分,它工藝流程短、機構緊湊、操作簡單造、造價低、生產靈活性大,無溶劑氣味、無環境污染、覆膜質量好,不僅適用大批量印刷品的覆膜加工,而且適用自動化桌面辦公系統等小批量、零散的印刷品的覆膜加工,很有發展前途。

秋冬季節,紙張很容易受到靜電的影響,特別是在干燥的北方,就北京來說,由于室內空氣濕度小,水分子大大減少,再加上暖氣,靜電非常大。靜電大很容易吸到粉塵,對于冷裱覆膜來說那是會帶來很大影響的。所以覆膜機機器可以接上地線,用接地線將靜電釋放,在帶電操作前,一定要先給雙手放放電,可以佩戴除靜電手環,或摸摸其他接地的金屬物體。 此外,也要注意室內的空氣濕度;有研究資料表明,室內空氣濕度低于30%時,有利于磨擦產生靜電,若將溫度提高到45%,靜電就難產生了。靜電微粒對于覆膜機的影響不可避免,特別是貼高光更是要注意,但是我們還是能夠將影響降低到最小.很多大型印刷廠用的全自動覆膜機需要使用離子風棒等專業靜電消除設備,其強離子風清除物體表面的靜電及塵埃異物。 現在有很多PE靜電膜,PET覆膜靜電膜采用靜電磁性原理來粘貼PVC膜片,這種多用于防偽印標、不干膠標簽、條形碼貼紙等,覆膜寬幅較小并不適合圖文覆膜裝裱應用。覆膜機的覆膜時候靜電怎么消除,如果您還有其他更好的方法,那么不妨分享出來吧。

覆膜機分為熱裱覆膜機和冷裱覆膜機,那么在冷裱覆膜機在使用的過程中有哪些技巧呢?今天覆膜機廠家就和廣大客戶具體的分析一下情況! 1.待覆膜產品必須保持平直。對有“荷葉邊”和“緊邊”現象的不平直紙張要進行處理。“荷葉邊”紙張可以進行烘烤處理,“緊邊”紙張可以進行吊晾處理。 2.一定要等墨跡干透后方可覆膜,不然會造成起泡或拉毛現象。 3.印刷時盡量少噴粉,否則會造成堆粉處發空起泡。在覆膜前應把噴粉處理掉,印數多的可以進行吊晾去粉,燙金壓痕機印數少的可以進行人工擦拭。 4.覆膜時還應注意紙張絲縷方向,特別是厚紙,減少紙張因受到碾軋拉伸而產生卷曲的現象。 還有就是:溫度一般控制為40~60℃。溫度太高會使紙張和薄膜變形,造成產品卷曲,但也不能太低,否則會造成黏度不夠。銅版紙溫度應比膠版紙稍低。

上光機的涂布和壓光工藝分析上光機的上光工藝則變成是在印刷品表面涂布(或噴霧,印刷)上一層無包透明的涂料,經流平,干燥,壓光后,在印刷品的表面形成薄而均勻的透明光亮層的技術和方法。正確認識上光設備結構的重要性。覆膜機的吹風機吹入的風吹向薄膜后再由出風口排出,覆膜機將烘干分成除濕區和烘干區,提升烘干動力等級,降下來能源消耗。 印刷上光機上光與覆膜機覆膜等相比,不光價錢不高廉。工藝簡便,除此另外既可以滿版上光,也是需要局部上光。UV上光機上光油的組成:齊聚物齊聚物是uv上光油中最通常的組成物質,屬于一類型成膜物質,其性能對固化過程和固化膜性質起著重要作用。覆膜機包含有機架和加熱輥,薄膜繞設在加熱輥上,覆膜機加熱輥覆有薄膜的部分按順序劃成除濕區和烘干區,烘干區與熱量回收再利用腔接通。 覆膜機包含上膠、烘干、熱壓三部分,其專門用范圍寬,加工性能穩定可靠,是目前國內廣泛使用的覆膜設備。覆膜機無上膠和干燥部分,體積小、造價低、操作靈活方便,不但通用大批量印刷品的覆膜加工,除此以外通用自動化桌面辦公系統等小批量、零散的印刷品的覆膜加工,很有發展前途。 覆膜機即涂膜覆膜的亮點: ⑴容易出現了起泡和脫膜現象,在大面積實地印刷或濕度大的工作場所下,起泡和脫膜現象尤為嚴重。 ⑵產品表面偶爾產生了光澤度不一的特點或霧點。 ⑶產品容易發生了卷曲現象,假如涂膠時壓力過大或烘干時溫度過高,這種卷曲現象更嚴重。 ⑷覆膜機覆膜時有機溶劑等化學物質將向大氣中揮發,造成環境污染,甚至引起火災。 嚴重的影響了研發生產動力等級。新型的自動分切機是一種將寬幅紙張或薄膜分切成多條窄幅材料的機械設備,常用于印刷包裝機械。分切機的傳統控制方案是利用一臺大電機來驅動收放卷的軸,在收放卷軸上加有磁粉離合器,通過調節磁粉離合器的電流來控制其所產生了的阻力,以控制材料表面的張力。覆膜機的除濕區包含有吹風機、抽風機及除濕腔,覆膜機除濕腔開設有使除濕腔內空氣流通的進風口、吹風口及出風口,所述吹風口正對著薄膜。 新型的自動分切機的磁粉離合調節的關鍵性新型的自動分切機的主要的亮點是磁粉離合器作為同一個阻力裝置,通過系統控制,來輸出同一個直流電壓,控制磁粉離合器發生的阻力。新型的自動分切機可用于從零開始到同步速度的無級調速,專門用于高速段微調及中小效率的調速系統。覆膜機進風口與吹風機連接,抽風機與出風口連接,在烘干工況時,薄膜先進入除濕區再進入烘干區。
在印刷等行業,一些易折、易損、易濕的文本文件在打印后都會附上一層塑料的膜。這樣處理后的文件不僅防水、防污、耐磨、耐折、耐化學腐蝕,而且文件看起來更加美觀。覆膜機便是將塑料薄膜涂抹上粘合劑與紙質文件壓合在一起的機器。其用途廣泛;然而覆膜機對自身內部零件精度的要求是非常高的,在日常的操作中,人們可能疏于保養,而讓某個機械零件受損,從而導致加工出的文本模糊,不平滑,有劃痕等問題。今天我們小編就給大家簡介下覆膜機的保養小知識和注意事項吧! 1.覆膜機維護保養 (1)對膠輥應經常進行檢查,表面是否有灰塵、膠皮以及油垢等,如有應及時進行清潔,使其表面恢復光亮和干凈。 (2)每次機器使用完畢后,應及時進行清潔。 (3)機器在運行過程中,如出現異常,應立即停機檢查,然后查找原因并進行排除。 (4)液壓系統的油管、閥門、缸塞等,檢查是否正常,是否有漏油現象。如有應立即進行檢查,并更換密封圈。 (5)液壓油要進行檢查,油質是否良好,以及油量是否充足,油量不足應及時補充。 (6)各傳動部位、潤滑面要定期進行潤滑,以便讓機器能夠有良好的潤滑狀態。 (7)機器的絕緣性能應良好,還有接地應牢固可靠。 2.覆膜機的注意事項 (1)機器周圍應沒有易燃易爆品,機器運行時嚴禁將手伸入危險區域內。 (2)機器進行擦洗時,應低速開機。 (3)機器檢修時,應先關閉機器總電源。 (4)機器上嚴禁放任何物品、工具等,以免影響機器的正常運行。

俗話說:人靠衣裝,佛靠金裝。美的事物當然要美的外表來裝飾,就比如名煙名酒都有華麗的外包裝,而腹膜工藝也愈來愈成熟,腹膜設備也越來越先進。覆膜設備被分為:即涂型覆膜機和預涂型覆膜機兩大類。 預涂型覆膜機 無上膠和干燥部分,體積小、造價低、操作靈活方便,不僅適用大批量印刷品的覆膜加工,而且適用自動化桌面辦公系統等小批量、零散的印刷品覆膜加工。目前國內已生產出采用計算機控制的先進的預涂型覆膜機。即涂型覆膜機 適用范圍寬、加工性能穩定可靠,是廣泛使用的覆膜設備。 一、預涂覆膜設備 預涂型覆膜機是將印刷品同預涂塑料復合到一起的專用設備。同即涂型覆膜機相比,其最大特點是沒有上膠涂布、干燥部分,因此該類覆膜機結構緊湊、體積小、造價低、操作簡便、產品質量穩定性好。 預涂型覆膜機由預涂塑料薄膜放卷、印刷品自動輸入、熱壓區復合、自動收卷四個主要部分,以及機械傳動、預涂塑料薄膜展平、縱橫向分切、計算機控制系統等輔助裝置組成。 1、印刷品輸入部分。自動輸送機構能夠保證印刷品在傳輸中不發生重疊并等距地進入復合部分,一般采用氣動或摩擦方式實現控制,輸送準確、精度高,在復合幅面小的印刷品時,同樣可以滿足上述要求。 2、復合部分。包括復合輥組和壓光輥組。復合輥組由加熱壓力輥、硅膠壓力輥組成;熱壓力輥是空心輥,內部裝有加熱裝置,表面鍛有硬鉻,并經拋光、精磨處理;熱壓輥溫度由傳感器跟蹤采樣、計算機隨時校正; 復合壓力的調整采用偏心凸輪機構,壓力可無級調節,原理簡圖如壓光輥組與復合輥組基本相同,即由鍍鉻壓力輥同硅膠壓力輥組成,但無加熱裝置。壓光輥組的主要作用是:預涂塑料薄膜同印刷品經復合輥組復合后,表面光亮度還不高,再經壓光輥組二次擠壓,表面光亮度及粘合強度大為提高。 3、傳動系統。傳動系統是由計算機控制的大功率步進電機驅動,經過一級齒輪減速后,通過三級鏈傳動,帶動進紙機構的運動和復合部分及壓光機構的硅膠壓力輥的轉動。壓力輥組在無級調節的壓力作用下保持合適的工作壓力。 4、計算機控制系統。計算機控制系統采用微處理機,硬件配置由主機板、數碼按鍵板、光隔離板、電源板、步進電機功率驅動板等組成。 二、即涂覆膜設備 即涂型覆膜機是將卷筒塑料薄膜涂敷粘合劑后經干燥,由加壓復合部分與印刷品復合在一起的專用設備。即徐型覆膜機有全自動機和半自動機兩種。各類機型在結構、覆膜工藝方面都有獨到之處,但其基本結構及工作原理是一致的,主要由放卷、上膠涂布、干燥、復合、收卷五個部分以及機械傳動、張力自動控制、放卷自動調偏等附屬裝置組成。 1.放卷部分。塑料薄膜的放卷作業要求薄膜始終保持恒定的張力。張力太大,易產生縱向皺沼,反之易產生橫向皺格,均不利于粘合劑的涂布及同印刷品的復合。為保持合適的張力,放卷部分一般設有張力控制裝置,常見的有機械摩擦盤式離合器、交流力短電機、磁粉離合器等。 2.上膠涂布部分。薄膜放卷后經過涂輥進入上膠部分。涂布形式有:滾筒逆轉式、凹式、無刮刀直接涂膠以及有刮刀直接涂膠等。 A、滾筒逆轉式涂膠。屬間接涂膠,是各機型采用最多的一種。供膠輥從貯膠槽中帶出膠液,刮膠輥、刮膠板可將多余膠液重新刮回貯膠槽。薄膜反壓輥將待涂薄膜壓向經勻膠后的涂膠輥表面,并保持一定的接觸面積,在壓力和粘合力作用下膠液不斷地涂敷在薄膜表面。涂膠量可通過調節刮膠輥與涂膠輥、刮膠輥與利膠板之間的距離來改變。 B、凹式涂膠。由一個表面刻有網紋的金屬涂膠輥和一組薄膜分區輥組成。涂膠輥直接浸入膠液,隨輥的轉動從貯膠槽中將膠液帶出,由刮刀刮去輥表面多余的膠液。在壓膜輥作用下,輥的凹槽中的膠液由定向運動的待涂薄膜帶動并均勻地徐敷于薄膜表面。可通過調整涂布輥軸表面柵格網紋、粘合劑的特性值、壓膜輥壓力值等來控制涂膠量。 凹式涂膠的優點是能夠較準確地控制涂膠量,涂布均勻;但是網紋輥加工困難、易損壞,需要經常清洗,另外涂布時對粘合劑要求較高。 C、無刮刀輥擠壓式涂膠。涂膠輥直接浸入膠液,涂布時,涂膠輥帶出膠液經勻膠輥勻膠后,靠壓膜輥與涂膠輥間的擠壓力完成涂膠。 擠壓時,壓力、粘合劑性能指標及涂布車速等決定膠層厚度。涂膠量通過調節涂膠輥與勻膠輥、涂膠輥與壓膜輥之間的擠壓力實現。因此,對各輥表面精度、圓柱度及徑向跳動公差等都有較高的要求。 D、有刮刀直接涂膠。涂膠輥直接浸入膠液,并不斷轉動,從膠槽中帶動膠液,經刮刀除去多余膠液后,同薄膜表面接觸完成涂膠。 有刮刀直接涂膠方式力,在設計上要求刮刀須刮勺涂膠輥表面的膠液,即要求刮膠刀刃口直線度、涂膠輥表面精度相當高。刮膠刀一般由平整度高、光潔度和彈性好的不銹鋼帶制成。 3.干燥部分。涂敷在塑料薄膜表面的粘合劑涂層中含有大量溶劑,有一定的流動性,復合前必須通過干燥處理。干燥部分多采用隧道式,依機型不同干燥道長度在1.5~5.5m之間。根據溶劑揮發機理,干燥道設計成三個區: A、蒸發區。該區應盡可能在薄膜表面形成紊流風,以利溶劑揮發。 B、熟化區。根據薄膜、粘合劑性質設定自動溫度控制區,一般控制在50~80℃,加熱方式有紅外線加熱、電熱管直接輻射加熱等,自動平衡溫度控制由安裝在熟化區的熱敏感元件實現。 C、溶劑排除區。為及時排除粘合劑干燥中揮發出的溶劑,減少干燥道中蒸氣壓,該區設計有排風抽氣裝置,一般為風扇或引風機等。 4.復合部分。主要由鍍鉻熱壓輥、橡膠壓力輥及壓力調整機械等組成。 A、熱壓輥。熱壓輥為空心輥,內裝電熱裝置,輥筒溫度通過傳感器和操縱臺的儀器儀表來控制。熱壓輥的表面狀態和熱功率密度對覆膜產品質量有很大影響。一般覆膜工藝要求熱壓溫度為60~80℃,面積熱流量2.5~4.5W/cm2。 B、橡膠壓力輥。將被覆產品以一定壓力壓向熱壓輥,使其固化粘牢。復合時的接觸壓力對粘合強度及外觀質量有密切關系,一般為15.0~25.0mPa。橡膠壓力輥長期在高溫下工作,又要保持輥面平整、光滑、橫向變形小,抗撕性及剝離性良好,因而多采用抗撕性較好的硅橡膠。 C、壓力調整機構。用以調節熱壓輥和橡膠壓力輥間的壓力。壓力調整機構可采用簡單偏心機構、偏心凸輪機構、絲桿、螺母機構等;但為簡化機械傳動零部件,并提高壓力控制精度,目前大都采用液(氣)壓式壓力調整機構。 5.印刷品輸入部分。印刷品的輸送有手工和全自動輸入兩種方式。全自動輸入方式又分為氣動與摩擦兩種類型。氣動式是在印刷品前端或尾部裝上一排吸嘴,依靠吸嘴的“吸”、“放”和移動來分離、遞送印刷品。摩擦式輸入主要靠摩擦頭往復移動或固定轉動與印刷品產生摩擦,將印刷品由貯紙臺分離出來,并向前輸送;摩擦輪作間歇單向轉動,每轉動一次分離一張印刷品。 6.收卷部分。覆膜機多采用自動收卷機構,收卷軸可自動將復合后的產品收成卷狀。為保證收卷松緊一致,收卷軸與復合線速度必須同步,收卷時張力要保持恒定。隨著收卷直徑的增大,其線速度又必須與復合的線速度繼續同步,一般機器采用摩擦阻尼改變收卷軸的角速度值達到上述要求。為提高工作效率,有些覆膜機還在收卷部分配有快速卸卷及成品分切裝置。