 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
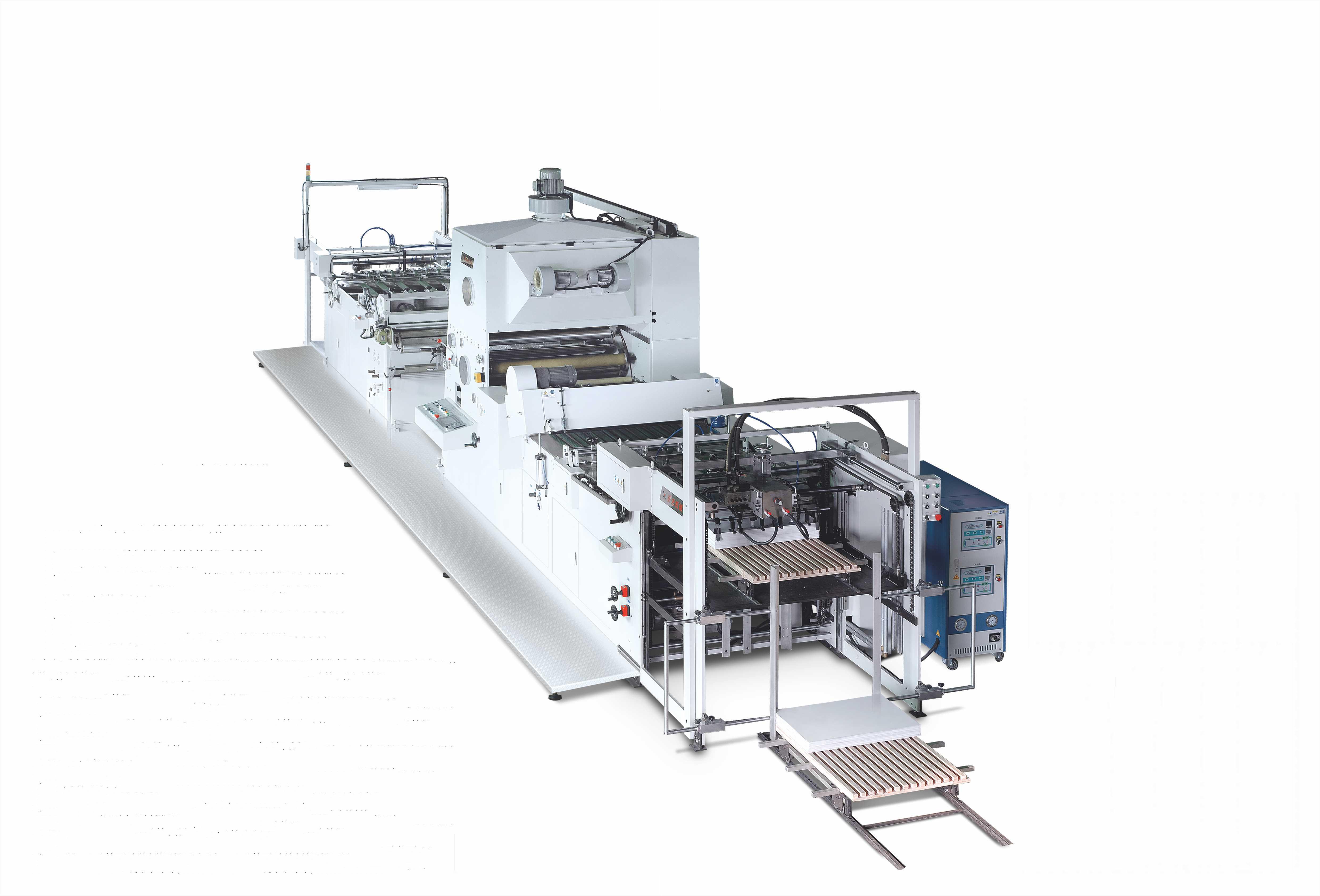
可調式卷筒方底紙袋機用于筒料制作方底紙袋,是將原色或印刷好的卷筒紙由本機一次完成上邊膠、原料成筒、切斷、底部壓痕、底部涂膠、袋底成形、出袋。是生產食品袋、手提袋的理想設備。 可調式卷筒方底紙袋機由計算機中央控制系統控制,觸摸屏顯示,伺服電機控制制袋長度,可生產多種規格的紙袋。 在機器可適應紙張范圍,每分鐘可達230袋,甚至于更高的速度, 幫助客戶有效提高單位產能,獲得更多利潤。 觸摸屏人機界面,無論修正、微調都能輕松解決, 警報和操作狀態即時顯示于屏幕,便于掌控。 原料裝卸采用氣脹軸裝夾,液壓升降結構。 放卷采用全自動恒張力控制,大幅降低紙卷對位調整時間。

紙袋機在我們生活中是很常見的,現在使用它的地方是很多的,它是很環保的紙袋,制袋工藝先進,設備結構合理,筒袋美觀牢靠,現在我們就來了解下紙袋機是環保紙袋的理想設備。 紙袋機是為解決環境污染,符合綠色環保而設計的新一代多層牛皮紙制袋機,可用于70-140克牛皮紙卷材的制袋。該機操作簡單方便,可生產折邊袋、不折邊袋、等不同袋型的單層包裝袋或多層包裝袋。從基材放送、成筒、粘邊、切袋、輸送疊袋整個工藝流程勻配置有先進的電氣系統和機械裝置。 基材從投料到制袋成品在一個工藝流程中連續完成,自動化程度高。制袋工藝先進,設備結構合理,筒袋美觀牢靠,是國內外各制袋企業生產各種類型包裝袋的理想設備。全自動食品紙袋機將卷筒紙折邊、成形、切袋、上膠、折底、糊底、成品袋輸出一次完成,是生產購物袋、服裝袋、休閑食品袋、面包袋、嘔吐袋、干果袋等環保紙袋的理想設備。

第一優勢,是批量。都知道,人工制作紙袋的步驟以及速度都非常的慢,而且只能是一個一個的來制作,完成一個之后再進行另一個。但是,紙袋機制作紙袋的方法就不是如此了,它們是一種批量制作紙袋的方式,每一個步驟都可以批量的完成,既有效率保證又有質量保證,也正因此,該機器備受歡迎。 第二優勢,是自動。這種紙袋機和人工制作紙袋機器的效果可是完全不同的,人工制作非常的緩慢,而且沒有效率可言。而這種機器就完全不一樣了,它們是一種自動化機器,是可以直接生產紙袋物品的。當然了,這需要設定好相應的參數,所以說,在生產紙袋的廠家里,該機器是首選。

(1)可降低勞動強度,改善勞動條件手工包裝的勞動強度很大,如用手工包裝體積大、重量重的產品,既耗體力,又不安全;而對輕小產品,由于頻率較高,動作單調,易使工人得職業病。 (2)有利于工人的勞動保護對于某些嚴重影響身體健康的產品,如粉塵嚴重、有毒的產品,有刺激性、放射性的產品,用手工包裝難免危害健康,而機械包裝則可避免,且能有效地保護環境不被污染。 (3)可降低包裝成本,節省貯運費對松散產品,如棉花、煙葉、絲、麻等,采用壓縮包裝機壓縮打包,可大大縮小體積,從而降低包裝成本。同時由于體積大為縮小,節省倉容,減少保管費用,有利于運輸。 (4)能可靠地保證產品衛生某些產品,如食品、藥品的包裝,根據衛生法是不允許用手工包裝的,因為會污染產品,而機械包裝避免了人手直接接觸食品、藥品,保證了衛生質量。 (5)可大大提高勞動生產率滑臺式吸塑封口機機械包裝比手工包裝快得多,如糖果包裝,手工包糖1min只能包十幾塊,而糖果包裝機每分鐘可達數百塊甚至上千塊,提高效率數十倍。 (6)紙袋機能有效地保證包裝質量機械包裝可根據包裝物品的要求,按照需要的形態、大小,得到規格一致的包裝物,而手工包裝是無法保證的。這對出口商品尤為重要,只有機械包裝,才能達到包裝規格化、標準化,符合集合包裝的要求。 (7)能實現手工包裝無法實現的操作有些包裝操作,如真空包裝、充氣包裝、貼體包裝、等壓灌裝等,都是手工包裝無法實現的,只能機械實現。

紙袋機用印刷好的單張紙為原料,經由輸紙平臺進行運輸,然后使用前規,側規進行單張準確定位,送入壓線棍壓豎線。然后自動刷膠(可噴熱熔膠)、成型、自動折風琴邊、自動成筒、再經由推桿定位輸送到底部裝置進行拉底、上低膠、底部成型,一次完成成品紙袋。本機制袋精度高、速度快,是加工服裝手提袋、禮品袋的最佳設備,是您生意上最理想的合作伙伴。 紙袋機以原紙或印刷好的卷筒紙為原料,無縫鋼管一次同步完成帶手把的方底紙袋,是生產帶手把的方底紙袋的理想設備。該機器通過手把機組件將紙繩和貼片卷筒紙制成手把,再通過輸送裝置將把送至貼把機組;在貼吧機組將原色或印刷好的卷筒紙進行貼片位點斷、貼片位涂膠、自動粘貼手把后,再由主機將帖有手把的紙張進行涂邊膠、成紙筒、切斷、底部壓痕、底部涂膠、袋底成型并輸送出袋。 氨基磺酸鎳整機由計算機中央控制系統控制,運行狀態由觸摸屏顯示和控制,制袋長度有伺服電機控制,從而保證了機器可生產多種規格的手提紙袋。

紙袋機膠訂的部位在書脊和側邊,所用的熱熔膠也有區別,比如,二者性能也有差異,,熱溶溫度不一樣,掌握適當與否對上膠、膠訂的質量至為重要,熔膠的溫度偏高會使熔膠的過稀而粘度不足,熔膠溫度偏高會使膠過濃而無法滲透、流動,有的還會呈小粒狀塊附于側邊面上會使封皮皺折、空脊。值得一提的是,目前,不同廠家生產的熱熔膠,其性能也不盡相同(我們從實際使用中有這樣的機會),以我廠使用過的熱熔膠熱熔的溫度為例,有的側邊膠溫度120℃,書脊膠熱熔溫度135℃,也有的側邊膠熱熔溫度為180℃,書脊膠熱為200℃。所以,使用中要根據材料的性能,掌握好合適的工藝參數,才能確保上膠質量。通常情況下,上膠后,側邊膠覆蓋的寬度以4mm-5mm為宜,書脊叫你滲透、填滿銑溝。上膠不均勻,膠上太薄,以及封面覆合紙袋機托板沒有按規定更換(或高低位置適當調整)時,膠包后的書本都容易產生空脊和皺背。這是膠包過程中必須注意控制和檢查的。 紙袋機膠包前的整理工作的無線膠訂全過程中不可忽視的一道工序。紙袋機如果在整理工序中未能整好就進入膠包,那么膠包后便會產生脫頁、散頁、空脊,皺脊等諸多種不良的質量問題。整理是將半成品書貼進行捆扎。為了使壓實后的脊背僵硬整實,在壓實、捆扎后再用聚乙烯膠水在被捆扎的書背上涂刷一遍,待刷上的聚乙烯膠水干燥后將扎繩松開,而后將每本梳理分開,轉入膠包。

1、根據紙袋用途的不同,包裝袋的材料應該具有對水分、水蒸氣、氣體、光線和熱量等的抵抗力,而且該需要具有一定的沖擊強度,振動強度和包裝潮濕度等,而且要對包裝的物品有一定能的保護能力。這樣才能滿足人們對于包裝袋的要求。 2、在選擇材料時,包裝材料的毒性要小,特別是食品包裝袋,是絕對不能夠釋放毒物的,否則將會影響對于紙質袋的推廣與應用,并且有一定的防微生物性能,不過紙袋機制作包裝袋的材料是采用紙張制成的,能夠滿足這一條件。 3、包裝的材料能夠大規模的生產,這樣可以滿足人們日常的需要,也會降低材料的價格,便于機械化,自動化,能夠適應印刷,而且還能夠在包裝袋上印刷標志商標。 4、資源比較豐富,而且取材很方便,成本也比較低,,使用過后的包裝袋能夠再回收利用,不會造成環境污染,這個是淘汰掉塑料袋的根本原因之一。 總的來說,紙袋的生產材料就是需要滿足人們日常生活中的使用要求,并且具有很高的安全性與環保性。
不干膠商標覆膜機標簽根據原材料的印刷加工方式,分為單張紙覆膜和卷筒材料覆膜。單張紙在覆膜機上覆膜。卷筒材料則在標簽機的復合工位或專用的復合機上復合。 1、單張紙覆膜 根據不干膠商標覆膜機設備的功能和復合膜的特點,單張紙不干膠 標簽有兩種覆膜方式: 即涂復合——在不干膠商標覆膜機上完成。復合過程是:首先,在卷筒BOPP薄膜表面涂布粘合劑,并經烘干裝置使粘合劑中的溶劑揮發,然后在復合工位上將單張紙同卷筒膜復合,在熱滾筒擠壓下二者成為一體,完成覆膜加工。 預涂膜復合——復合膜表面預先涂有粘合劑,有熱熔膠型和壓敏型兩種薄膜。覆膜機上裝有加熱壓印滾筒,覆膜時預涂膜同單張紙接觸,在熱壓滾筒的作用下,粘合劑熔化,使薄膜同紙化粘合成為一體。若使用壓敏型復合膜可關掉加熱電源,只靠壓力復合。 2、不干膠商標覆膜機卷筒紙覆膜 根據設備的不同,卷筒紙覆膜可分為: 有底紙復合膜復合——在標簽機上進行,使用有底紙的專用復合膜,在復合裝置的作用下覆膜。這是一種傳統的覆膜方式。近年來已被使用無底紙復合膜的工藝所代替。 無底紙復合膜復合——在標簽機上進行,覆膜原理同有底紙復合膜復合工藝基本相向。無底紙膜靠自身材料的表面光滑度(表面張力)復卷后代替底紙,粘合劑同其表面粘合后,還可剝離,且不殘留膠跡。無底紙膜所用的材料為低表面張力的BOPP薄膜。無底紙膜覆膜成本低,是目前使用最廣泛的一種覆膜材料。 不干膠商標覆膜機干法覆膜——在覆膜機或凹印機上進行,主要用于薄膜材料的覆膜。卷筒材料干法覆膜適合大批量的標簽產品,覆膜質量好,成本低。卷簡標簽覆膜后一般還要在加工機上進行模切、排廢等二次加工,如某些電池標簽和酒類標簽。 UV覆膜工藝——國外最新工藝,主要應用在有UV干燥裝置的機組型輪轉標簽機上。工藝原理是:覆膜材料表面由普通印刷單元首先印上UV粘合劑,粘合劑經UV干燥裝置固化后,成為壓敏膠。而后將普通BOPP薄膜(一般復合面已經電暈處理)在覆膜工位同卷筒材料復合,完成覆膜加工。UV覆膜成本低,復合膜張力變化小,不需專用薄膜,適合高速生產。UV覆膜是一項行發展前途的工藝,目前在歐美發達國家已經應用。