 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理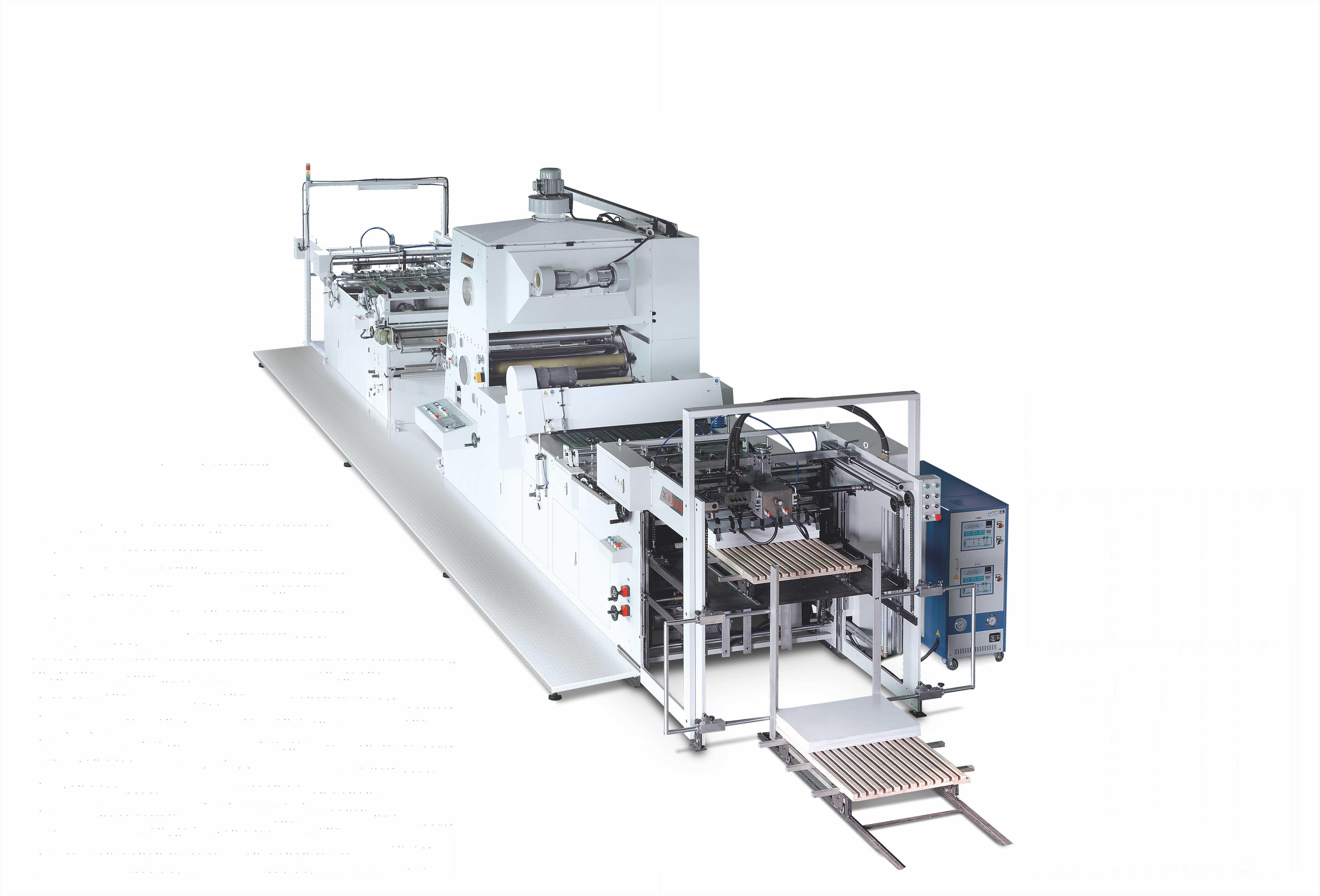
覆膜機用的是熱裱工藝,要配合熱裱膜來用,覆膜后紙張和膜合二為一,淋膜機是用的光油,是在照片或者紙張上淋一層光油,涂膜機是指將涂料施工于底材上的一道或多道涂層所形成的固態連續膜的機器。 覆膜:又稱“過塑”、“裱膠”、“貼膜”等,是指以透明塑料薄膜通過熱壓覆貼到印刷品表面,起保護及增加光澤的作用。覆膜已被廣泛用于書刊的封面,畫冊,紀念冊,明信片,產品說明書,掛歷和地圖等進行表面裝幀及保護。目前,常見的覆膜包裝產品有紙箱、紙盒、手提袋、化肥袋、種子袋、不干膠標簽等。 涂膜:又稱漆膜。涂料施工于底材上的一道或多道涂層所形成的固態連續膜。通常涂膜由多道涂層組成,依據被涂物件的要求而決定涂層的多寡。一般包括底漆層、中間涂層和面漆層。涂膜體現涂料配套使用的效果。 淋膜:以聚丙烯或低壓聚乙烯編織經布,經特殊工藝處理,為其表面再罩上一層厚度僅0.04厘米的高壓聚乙烯靜電膜層后,便成為淋膜。其厚度僅0.2~0.24厘米,每平方米重量僅160克,不及一般棉紗帆篷油布重量的1/10,但其縱橫向抗拉強度最高能達120千克,抗溫能力由70℃到零下40℃,而且無味無毒耐磨耐搓,能在紅外線、紫外線、激光或風霜雨雪及酸堿等各種生態或物理化學環境下長期使用。

當塑料產品,讓人們的生活更方便,意味著沒有塑料做的我們不能有好的產品,但近年來,塑料制品的毒性是有爭議的,但是如果我們取代塑料材料,我相信在未來的幾年是一個非常艱巨的任務,以提高塑料制品,塑料產品數量不足,科學使用才是王道。 淋膜機設備:干燥后的輥涂層膠,使用特殊的設備壓力及復合材料部件的印刷復合在一起。即,淋膜機具有自動和半自動機器的兩個。在結構的不同類型的模型,淋膜技術有獨到之處,但它們的基本結構和工作原理是相同的,主要由膠帶,膠涂布,干燥,復合材料,繞組五部分和機械傳動,自動張力控制,自動糾偏和其他附屬放卷裝置。 淋膜機取代傳統的膠片的優點有5個,淋膜取代覆膜是一種必然趨勢。 1、傳統的覆膜進門便宜,每片機只有一千或二千元,但成本太高。而淋膜機的膜液,每平方米只有0.3-0.4元。節省成本的10倍。淋膜機一年的價格差異將節省涂層和層壓設備的長期使用。 2、覆膜機覆膜效率低,速度慢。淋膜機淋膜300平方米每小時。 3、質量好。塑料薄膜覆蓋層,能層分離。而覆膜機不會。 4、高硬度,耐磨,抗氧化,耐黃變。以照片為例。覆膜機覆膜后從生產到客戶手中很短流的距離會產生很多擦痕。淋膜機會,并可長期保存不變色。 5、使用方便。是一個占地面積很小的淋膜機合機。民用220V電源連接,與一個內置的小泵,自動循環。這邊放照片,名片,菜單和一些印刷廣告產品。在出口處就是一件完美的產品。

國家出臺一系列政策整治重污染的印刷業、造紙業等領域,使得很多工廠倒閉、關閉,導致成本提高,競爭壓力減少,負壓覆膜機的應用也開始廣泛起來。 何為負壓覆膜機呢?它就是將塑料薄膜涂上粘合劑,將其與以紙張為承印物的印刷品,經橡皮滾筒和加熱滾筒加壓后合在一起,形成紙塑合一的產品。這樣做出來的產品,不僅提高了印刷品的光澤度和牢度,延長了印刷品的使用壽命,同時塑料薄膜又起到防水、防污、耐磨、耐化學腐蝕等保護作用。 它的機械功能有哪些呢? 1.具備不停機續紙裝置,保證生產連續進行; 2.采用大直徑壓合滾筒,有效提高了生產速度,保證復合制品平整光亮; 3.采用掃粉和壓粉結合的除粉機構,保證除粉效果; 4.先進的干燥烘道結構保證薄膜上的膠水可以快速烘干; 5.可調速的圓盤式旋轉切刀保證紙張的分切; 6. 電機采用變頻控制,安全可靠。 以上就是我對負壓覆膜機的機械功能的簡單介紹。

真空覆膜機在覆膜時膜的用量主要和操作水平有關系,建議: 1.待施工產品必須平直。對有“荷葉邊”和“緊邊”現象的不平直紙張要進行處理。“荷葉邊”紙張可以進行烘烤處理,“緊邊”紙張可以進行吊晾處理。 2.一定要等印跡干透后方可覆膜,否則會造成起泡或拉毛現象。 3.印刷時盡量少噴粉,否則會造成堆粉處發空起泡。在覆膜前應把噴粉處理掉,印數多的可以進行吊晾去粉,印數少的可以進行人工擦拭。 4.覆膜時還應注意紙張絲縷方向,特別是厚紙,減少紙張因受到碾軋拉伸而產生卷曲的現象。 還有就是:溫度一般控制為40~60℃。溫度太高會使紙張和薄膜變形,造成產品卷曲,但也不能太低,否則會造成黏度不夠。銅版紙溫度應比膠版紙稍低。

在平面座標系里(縱座標為Y軸,橫座標為軸),任何一個點都可以由其座標表示,反之,任何一個點的座標也都能在平面座標系里表達出來。 拉規就是解決Y軸方向的尺寸 前規就是解決X軸方向的尺寸 一 、常見的拉規形式 1.兩個相切的滾輪(一般為上下位置)通過轉動把紙張拉到固定位置來定位。其中,下面的滾輪作360度轉動,上滾輪為被動跟轉。一般情況下,下滾輪必須經過淬火處理,上滾輪則用帶防塵蓋的滾動軸承,因為紙張上或多或少帶有粉塵和紙毛,這些粉塵或紙毛如果進入軸承,必然影響軸承的靈活,也就影響拉規的正常工作。 2 .一個滾輪(軸承),一根拉條的形式。 滾輪做上下運動,由一個凸輪控制,可以調節上下時間。齒條也由一個凸輪控制,可以調節來回的時間。(齒條必須經過淬火處理) 3 .一個滾輪(軸承),一個扇形板。 拉紙滾輪做上下運動,扇形板作來回往復擺動。我們現在的局部機的拉規是兩個滾輪形式,覆膜機的拉規則是屬于第三種形式。 二、 兩種形式拉規的特點 1 .兩個滾輪式:下滾輪作旋轉運動,上滾輪下壓時,就開始拉紙,反之,上滾輪抬起時,紙張就通過。這種形式比較簡單,結構上只需要一個凸輪控制,調節也比較簡單。 2 .覆膜機采用的拉規稍微復雜些,上面拉紙滾輪(軸承)由一個凸輪控制,下面是滾花滾輪,由另一個端面凸輪控制,控制其來回擺動的時間來完成拉紙任務。值得注意的是,覆膜機上下時間不能調節只能由下滾輪、凸輪去配合。另外,下面的滾輪必須有較高的硬度,而且要同心,不許有跳動現象。另外,拉紙的拉力永遠要大于紙張的‘支撐力’。那么如何來調節拉力的大小,使其恰到好處呢?第一,要靠經驗,用心摸索,不斷總結。第二,靠設計保證。因為覆膜機對拉規的要求不是很高,而且以厚紙為主。我們的調試人員和安裝人員要認真鉆研拉規的工作原理和結構,才能夠應對實際出現的各種問題。 三、 前規部套 1. 前規部套的作用是保證X軸方向的準確性。 對于覆膜機,把前規調節好,是保證‘搭扣’正確的重要環節。覆膜機有6個前規,這6個前規應調整到同一個平面內,高低基本一致(相對面板)。前規的升降要活絡,但是不許有松動現象。前規的四側面要光滑、耐磨,要使其油路通暢。 2. 前規輪主要的作用是把已經定位好的紙張送出去。二個前規輪要能靈活轉動,但不能左右晃動。左右二個前規輪要調到‘輕重’一致,調的時候要反復進行微調,使其達到一致,這樣才能保證‘搭扣’基本一致。 四、 拉規、前規、進紙輪三者之間的關系 我們在基本了解了拉規、前規和進紙輪的作用后,現在來討論這三者之間的關系。(在這方面,覆膜機和局部機的原理差不多,大同小異) 首先要調整好拉規部套,下滾花輪剛剛朝‘靠身’轉動時,上面的壓輪(軸承)剛好下來壓在下滾花輪上,二者之間產生一定的壓力,同時帶動了上面的壓輪轉動(對轉),此時紙張應正在上下壓輪之間,被拉向‘靠身’。這就是拉紙動作。 我認為首先要找到一個基本點,就是拉規動作結束、拉規拉紙凸輪(上壓輪)剛剛抬起來,上、下輪子間的距離為一張紙。以這一點作為基準來調整前規與進紙輪。當前規的頂端下降到高出面板一張紙的位置時,進紙輪與下面的進紙輥的間隙也應是一張紙的厚度。同時觀察送紙時紙張在前規進紙時是否有‘弓起來’的現象、進紙是否通暢,然后再作微觀調整。 五、如何保證每一張紙都能被拉到指定的位置: 前面說過,拉規的拉力應該比紙張的支撐力要大,要耐心地調整其壓簧的壓力。當紙張被拉到指定位置,也就是‘靠山’上時,拉紙滾輪應該停止轉動,俗稱‘打滑’,拉規有一個滾花螺釘,是調節壓簧用。旋轉螺釘,調節壓簧的壓力,使上下滾輪之間接 觸產生壓力(過壓),也就是拉紙的拉力,下滾輪轉動時,就能拉紙。(上壓輪應能十分靈活轉動,不許有阻尼現象。) 在物理學中,摩擦力(拉規的拉力)的大小等于正壓力×摩擦系數。下滾輪的外圓滾花,目的是為了加大摩擦系數。拉規在拉紙時,如果感覺有‘拉過頭’的現象,可以調節后面的滾花螺釘,減小正壓力。(前面的一個滾花螺釘不是用來調節拉紙凸輪的拉力)當我們觀察拉規拉紙時,壓紙排與下面一塊板之間的間隙應是待覆膜的紙張的3倍。如果沒有這上面的壓紙板,拉規拉紙時一定會過頭。當薄紙換厚紙時,要調整這二塊板的間隙:旋轉前面的一個滾花螺釘,即可調整處于上面的一塊板抬起或下來。此時,由于上壓輪隨著上壓板的抬起(增加間隙),上壓輪與下滾輪之間的間隙也加大了,他們之間的壓力也同時減小,為了維持足夠的壓力,就要調整上壓輪處的偏心軸,保證足夠的正壓力。同時還要調整后面的滾花螺釘,壓縮壓簧的長短。
真空覆膜機作為公用的木工機器,在完成真實覆膜的進程中,完成了機器化與現代化的整合,也成為非常適用的新型機器。不過作為消費單位來說,要選擇優質而適用的公用機器商品,除了要思索其功用的特點,也十分注重其操作的方便和運用的安全。機器功用動搖的同時,注重創新展開,就成為專業的機器消費企業必需求面對的課題。在各種機器的消費實際中,有先進的技術后臺,有創新的實力,也非常注重機器商品本質安全的條件。 在真空覆膜機的商品創新進程中,把自動化水平與本質安全作為重點。目前經過在線平臺推送商品信息,在最專業的基礎上滿足了寬廣客戶的需求。尤其是在真空覆膜機的商品功用設計更具適用性的基礎上,本質安全的保證也抵達了更高的專業標準。可以確保有非常專業的高質量安全基本條件,操作十分便捷高效,真空覆膜機的適用性失掉了大大的提升。關于消費型企業選擇公用機器來說,真空覆膜機的功用定位知道,要中止商品的質量對比,要中止商品的功用對比,還必需求充分的思索一下機器本身的本質安全設計標準,擁有較動搖優質本質安全的機器,就是消費上最適用的選擇。

真空覆膜機能在國內已歷經了二十年左右的前史。它能夠使彩印的各種紙張,經真空覆膜機復膜后增增強度,發生厚重感和質感,提升彩印紙張的“氣質”,并以此來制造各種包袋、包裝盒、書本封面、樣本等產品。但一般的全自動復膜均選用有膠全自動復膜的辦法,如運用溶劑型膠、水膠和熱熔膠(預涂在膜上熱壓)等,但無膠全自動復膜卻不同于此。 首要它不選用常規的雙向拉伸聚丙烯膜(OPP),而是選用高壓聚乙烯吹制成型為主料的PE膜,那是因為它易得的熱熔性和塑性。可是PE膜是一種表面范德華力較弱的資料,蠟質的添加劑成分使其表面出現一種弱界面層的狀況。因此,它在較低溫度的熱熔態下,其與紙張的粘合力也是較小的,故這一點使得這一未經改造的技能沒有什么適用價值。但當咱們對PE膜的一側表面中止了特殊的強處置今后,此種景象會大大地改動。當咱們用全自動復膜機將PE膜熱熔復合在彩印紙張上的時分,其剝離強度明顯得到了改進。它可經得起搓揉而不會起泡,經得起-20℃~120℃氣溫的檢測,經得起軋、切等。假設咱們在熱輥和PE膜間墊入一層輔佐資料一起工作,產品和輔佐資料一道從機器里出來,并從輔佐資料上揭下產品,廢品就發生了。因輔佐資料的不同,故同一種PE膜,能夠做出光膜、亞光膜、鐳射膜等多種全自動復膜產品。并且從視覺效果來說,幾乎與有膠的OPP全自動復膜難分仲伯。 真空覆膜機以各種不一樣的資料、設備所結束的覆膜技能隨其運用的原資料溫度及用處的不一樣加以分類。 冷裱:在常溫下選用冷壓辦法將護膜裱在圖像表面的辦法,稱冷裱,其間又有單面裱及雙面裱,在操作辦法上也有人工揭膜裱及自揭膜裱。冷裱技能具有操作簡略,作用好,本錢低一級特征,其廣泛地運用于廣告燈箱,工程用圖及婚紗攝影的后期的制造。 真空覆膜機熱裱:行將專用的熱膜在加熱到必定溫度(約在100-180°C)的設備上進行的裝裱辦法稱熱裱,可分單面熱裱及雙面熱裱,因其光透性和防水性較好,硬度強,適用于其它場合的廣告圖像的后期制造。但熱裱設備及耗材價格較貴,操作雜亂,能源消耗大,本錢也高。運用專用全自動覆膜機將膜與畫間抽真空后在必定的溫度下定型,結束覆膜,它的操作辦法雜亂,本錢大并且畫面規范遭到必定的限制,但裱裝質量很高,畫面質感強,適用于相片。

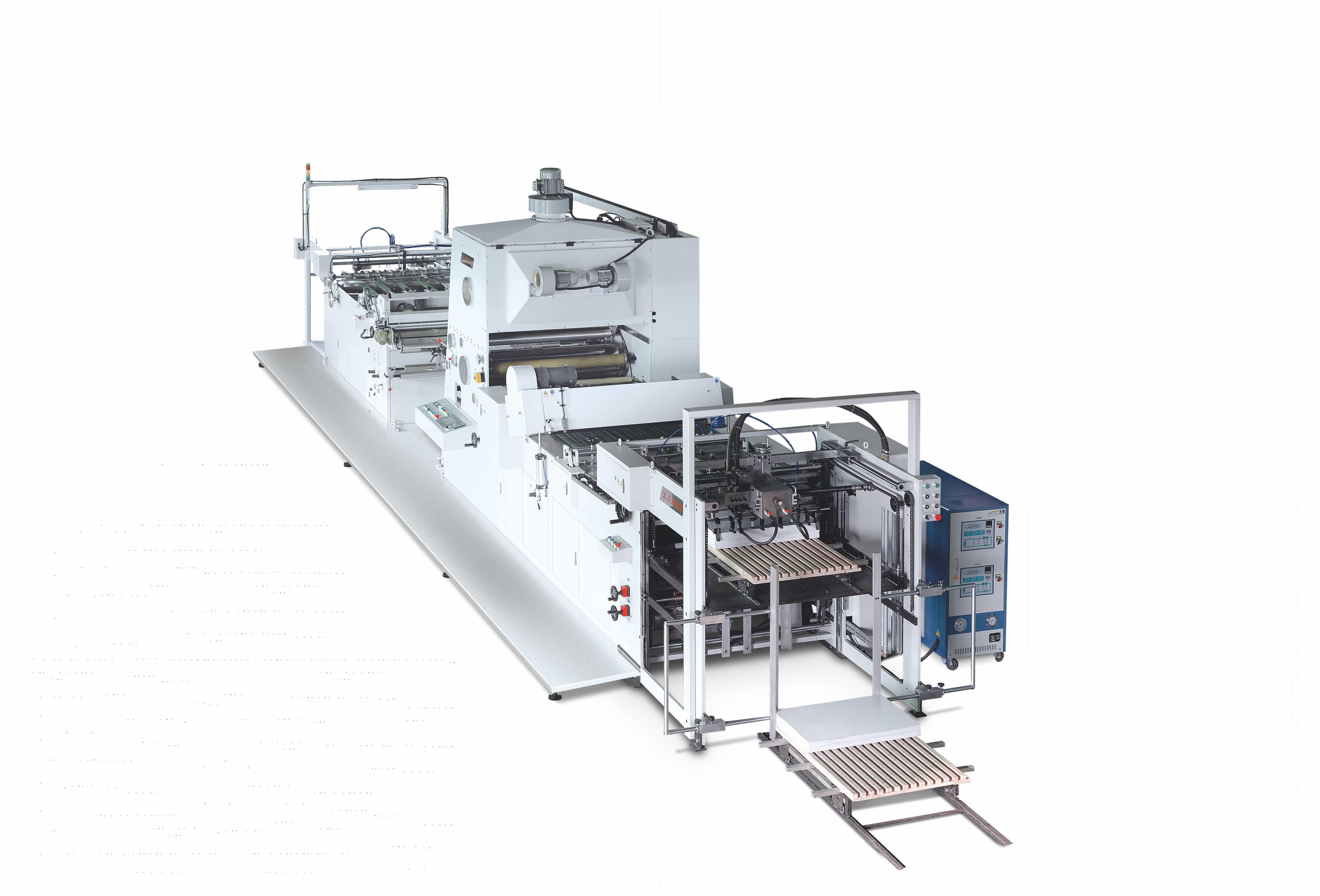
覆膜機就是一種將塑料薄膜涂上粘合劑,將其與紙張為承印物的印刷品,經橡皮滾筒和加熱滾筒加壓后合在一起,形成紙塑合一的產品。其分類可分為涂型覆膜機和預涂型覆膜機,經過覆膜的印刷品,由于表面多了一層薄而透明的塑料薄膜,表面更加平滑光亮,不但提高了印刷品的光澤度和牢度,延長了印刷品的使用壽命,那么在覆膜時,怎樣可以減少膜的用量呢?讓小編來為您介紹一下。 覆膜機在覆膜時膜的用量主要和操作水平有關系,因此一般建議: 1.待施工產品必須平直。對有“荷葉邊”和“緊邊”現象的不平直紙張要進行處理。“荷葉邊”紙張可以進行烘烤處理,“緊邊”紙張可以進行吊晾處理。 2.一定要等印跡干透后方可覆膜,否則會造成起泡或拉毛現象。 3.印刷時盡量少噴粉,否則會造成堆粉處發空起泡。在覆膜前應把噴粉處理掉,印數多的可以進行吊晾去粉,印數少的可以進行人工擦拭。 4.覆膜時還應注意紙張絲縷方向,特別是厚紙,減少紙張因受到碾軋拉伸而產生卷曲的現象。 以上就是對覆膜機覆膜時減少膜用量建議的相關介紹,希望對您有所幫助。