 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
1.烘干溫度 控制在50-70℃之間,既可充分揮發溶劑,又不致于使薄膜過熱變形; 2.復合溫度 壓印滾筒溫度控制在70-90℃,既可溶化粘合劑,薄膜又不會過熱變形; 3.復合壓力 保證壓印滾筒軸向壓力一致,壓力應保持在150-250kg/cm2之內; 4.粘合劑涂層 涂層要薄,控制在3-8g/cm2,厚度為5-8μm,要避免涂層過厚; 5.機器速度 單張紙應控制在35-45張/分鐘,卷筒紙應在3-10米/分鐘,另外還同其它參數有關; 6.薄膜張力 張力調整到最低程度,以達到正確涂布和復合為準,要避免張力過大; 7.滾筒精度 壓印滾筒要求表面光滑清潔,無劃痕,無凹坑。要保證橢圓度、同心度等機械精度指標; 8.環境因素 保持環境清潔,要求有空氣凈化裝置。控制車間溫濕度,防止紙張或薄膜變形; 9.油墨厚度 要深墨淺印,避免墨層過厚造成表面張力下降,使覆膜不牢; 10.油墨干燥 油墨干燥要徹底,避免出現起泡現象; 11.油墨添加劑 要控制干燥劑的加放量,以防墨層晶體化。晶體化的油墨表面會出現覆膜不牢現象.
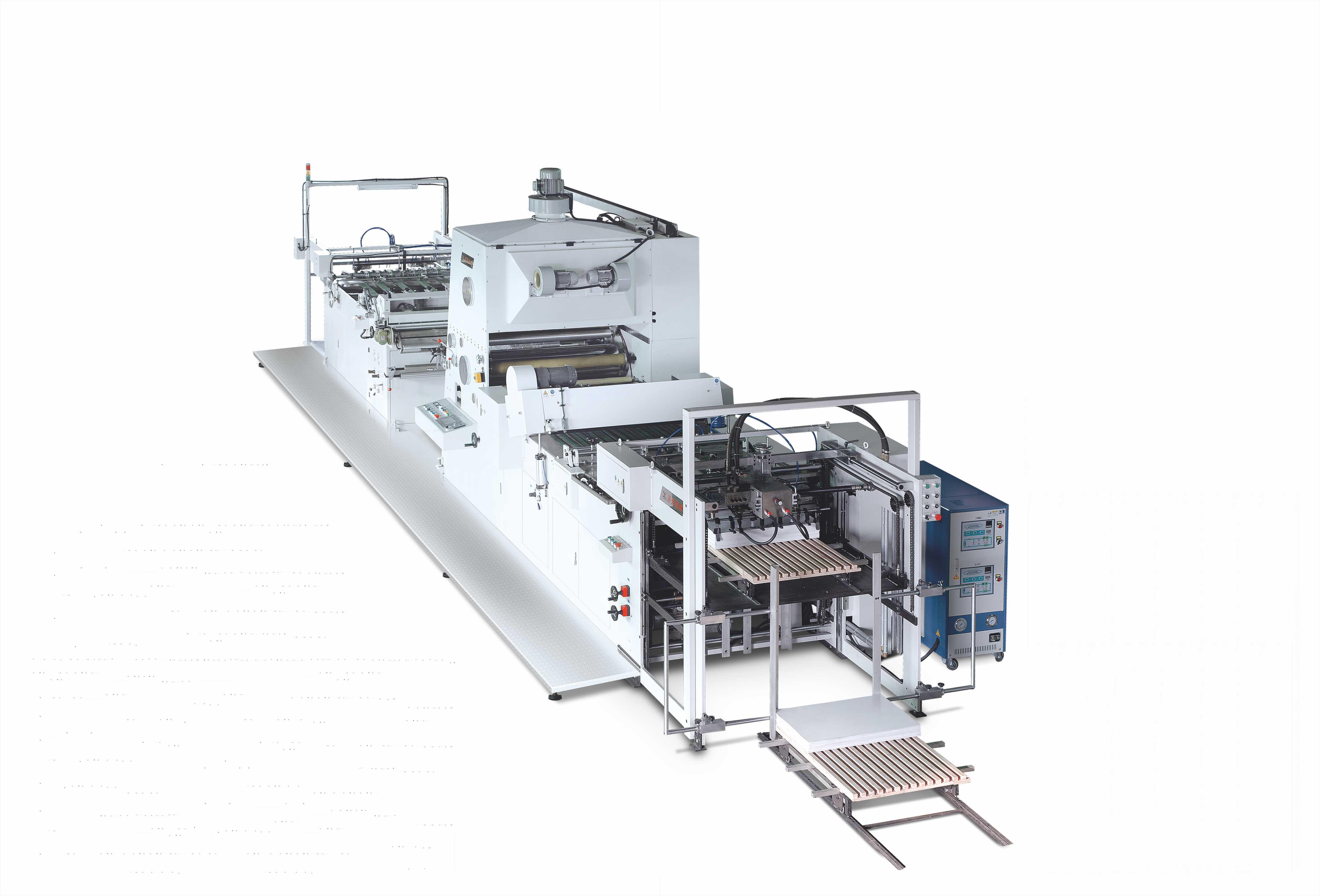
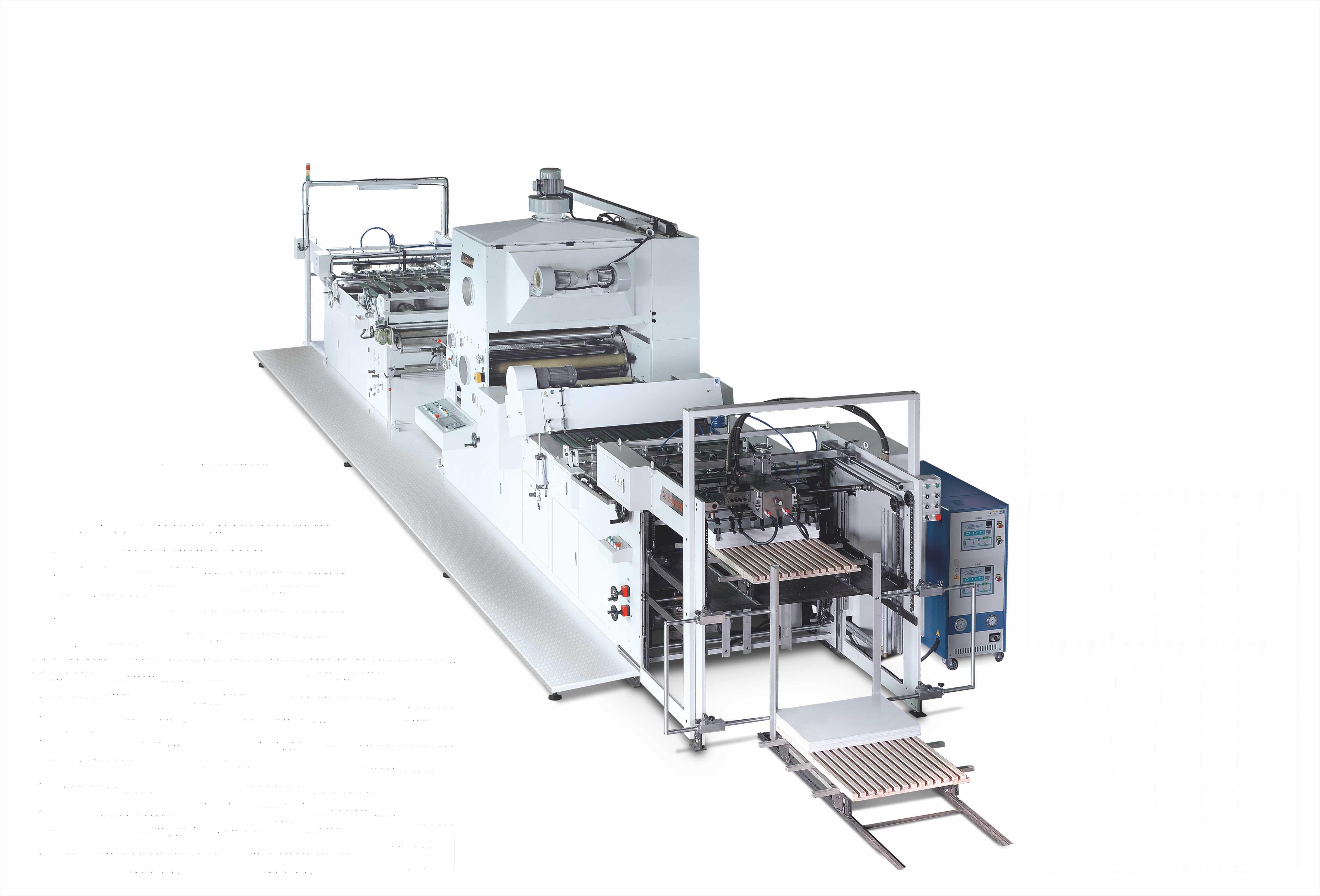
預涂膜覆膜機是將印刷品同預涂塑料復合到一起的專用設備。同即涂型覆膜機相比,其最大特點是沒有上膠涂布、干燥部分,因此該類覆膜機結構緊湊、體積小、造價低、操作簡便、產品質量穩定性好。 預涂膜覆膜機由預涂塑料薄膜放卷、印刷品自動輸入、熱壓區復合、自動收卷四個主要部分,以及機械傳動、預涂塑料薄膜展平、縱橫向分切、計算機控制系統等輔助裝置組成。 1.印刷品輸入部分。自動輸送機構能夠保證印刷品在傳輸中不發生重疊并等距地進入復合部分,一般采用氣動或摩擦方式實現控制,輸送準確、精度高,在復合幅面小的印刷品時,同樣可以滿足上述要求。 2.復合部分。包括復合輥組和壓光輥組(圖11-7)。復合輥組由加熱壓力輥、硅膠壓力輥組成;熱壓力輥是空心輥,內部裝有加熱裝置,表面鍛有硬鉻,并經拋光、精磨處理;熱壓輥溫度由傳感器跟蹤采樣、計算機隨時校正;復合壓力的調整采用偏心凸輪機構,壓力可無級調節,原理簡圖如壓光輥組與復合輥組基本相同,即由鍍鉻壓力輥同硅膠壓力輥組成,但無加熱裝置。壓光輥組的主要作用是:預涂塑料薄膜同印刷品經復合輥組復合后,表面光亮度還不高,再經壓光輥組二次擠壓,表面光亮度及粘合強度大為提高。 3.傳動系統。傳動系統是由計算機控制的大功率步進電機驅動,經過一級齒輪減速后,通過三級鏈傳動,帶動進紙機構的運動和復合部分及壓光機構的硅膠壓力輥的轉動。壓力輥組在無級調節的壓力作用下保持合適的工作壓力。 4.計算機控制系統。計算機控制系統采用微處理機,硬件配置由主機板、數碼按鍵板、光隔離板、電源板、步進電機功率驅動板等組成。

覆膜機覆膜指的是以透明塑料薄膜通過熱壓覆貼到印刷品表面,形成10~20um的薄膜,起到保護印品及增加印品光澤的作用,又稱貼塑。覆膜工藝被廣泛用于書刊的封面,畫冊,紀念冊,明信片,產品說明書,掛歷和地圖等進行表面裝幀及保護。 覆膜工藝按所采用的原材料及設備的不同,可分為即涂覆膜工藝和預涂薄膜工藝。即涂型覆膜是指覆膜操作時,以塑料薄膜為原材料,先在它上面涂布黏合劑,經干燥處理后,緊接著將塑料薄膜與印品熱壓復合的工藝方法。預涂型覆膜是指覆膜時以預先涂布黏合劑并干燥后的塑料薄膜為原材料,直接與印品進行熱壓復合的工藝方法。 覆膜工藝主要分為半自動覆膜機和全自動覆膜機兩種。雖然半自動和全自動在具體操作方面有些不同,在原理上是一樣的:通過輥涂裝置將粘合劑涂布在塑料薄膜上,經熱壓滾筒加熱,使薄膜軟化,然后使涂布了底料的印刷品和薄膜相壓壓合,形成紙塑合一的覆膜產品。

全自動覆膜機的覆膜就是將塑料薄膜涂上粘合劑,將其與以紙張為承印物的印刷品,經橡皮預涂型覆膜機的使用,覆膜就是將塑料薄膜涂上粘合劑,將其與以紙張為承印物的印刷品,經橡皮滾筒和加熱滾筒加壓后合在一起,形成紙塑合一的產品。不干膠壓痕機經過覆膜的印刷品,由于表面多了一層薄而透明的塑料薄膜,表面更加平滑光亮,不但提高了印刷品的光澤度和牢度,延長了印刷品的使用壽命,同時塑料薄膜又起到防水、防污、耐磨、耐折、耐化學腐蝕等保護作用。

預涂膜覆膜機是一種投資最少,效果最好的覆膜設備,正因為預涂膜覆膜機采用了環保型的覆膜工藝,而且操作簡單,投入少,使用方便,無論是批量生產,還是少量覆膜,使用起來都能夠得心應手,現在市場上廣泛使用的覆膜機就是小型的覆膜機。所以小型覆膜機的市場潛力巨大,使用覆膜機進行印刷后處理的產品必然有著強勁的市場競爭力。我們開發和銷售的一系列小型覆膜機就是給廣大的用戶帶來最實惠,最直接,最方便的服務。 此工藝因覆膜設備不需黏合劑加熱干燥系統,大大簡化覆膜程序,且操作十分方便,可隨用隨開機,生產靈活性大,同時無溶劑氣味,無環境污染,更重要是能完全避免氣泡、脫層等故障,其成品透明度極高,具有廣闊的應用前景和推廣價值。 預涂膜結構由基材和膠層構成,基材通常為PET和BOPP薄膜,從材料成本和加工工藝考慮,絕大部分預涂膜基材采用BOPP薄膜,厚度為12-20微米,膠層厚度為5-15微米。根據加工設備及工藝條件之不同,選用不同厚度的膠層,膠層分為熱熔膠和有機高分子低溫樹脂。兩者的區別在于,熱熔膠由主黏樹脂和增粘劑、調節劑數種材料共混改性制成,而有機高分子樹脂則為單一高分子低溫共聚物。

預涂膜覆膜機的材料、材質:預涂膜結構由基材和膠層構成,基材通常為PET和BOPP薄膜,從材料成本和加工工藝考慮,絕大部分預涂膜基材采用BOPP薄膜,厚度為12-20微米,膠層厚度為5-15微米。根據加工設備及工藝條件之不同,選用不同厚度的膠層,膠層分為熱熔膠和有機高分子低溫樹脂。兩者的區別在于,熱熔膠由主黏樹脂和增粘劑、調節劑數種材料共混改性制成,而有機高分子樹脂則為單一高分子低溫共聚物。 預涂膜覆膜機的前景:此工藝因覆膜設備不需黏合劑加熱干燥系統,大大簡化覆膜程序,且操作十分方便,可隨用隨開機,生產靈活性大,同時無溶劑氣味,無環境污染,更重要是能完全避免氣泡、脫層等故障,其成品透明度極高,具有廣闊的應用前景和推廣價值。
全自動復膜機比起傳統的腹膜設備,該機具有生產效率高、運行平穩、更加人性化等優點,為用戶節約了生產成本,提高了生產效率。 全自動復膜機配置功能與特點: 1:機器采用飛達送紙,配預推紙功能,提高生產效率; 2:采用伺服電機,高精度側拉規,使紙張自動校正,提高了腹膜精度; 3:采用浸入式涂布,循環自動供膠功能,操作簡單方便使涂布更加均勻; 4:設有紙張計數,缺紙自動停機; 5:變頻減速、PIC、觸摸屏控制、操作人性化特點。

熱覆膜機操作時節約用膜可以很大程度上節約成本,這也是覆膜機最基本的操作規范,下面對如何節約用膜提出幾點建議: 覆膜時還應注意薄膜的紋理方向,特別是厚膜,減少薄膜因受到碾軋拉伸而產生卷曲的現象。 覆膜機要注意控制好速度,根據實際經驗和材料的變化來控制速度,盡量保持勻速; 薄膜材料必須平直。對有“荷葉邊”和“緊邊”現象的不平直薄膜要進行處理。“荷葉邊”薄膜可以進行烘烤處理,“緊邊”紙張可以進行吊晾處理。 溫度一般控制為40~60℃。溫度太高會使薄膜變形,造成產品卷曲,但也不能太低,否則會造成黏度不夠。根據覆膜材料的不同可以根據自己的實際經驗來控制溫度,以便最大程度上節約薄膜的用量。