 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
全自動覆膜機的布料褶皺的問題及解決方法: 1、檢查收、放布桿在正運轉過程中有沒有跳動 引起的原因:如有跳動,也就是收布電機與收布桿不同心,會造成兩端拉力不一樣 2、仔細檢查布的前后兩端是否上齊 3、檢查放布電機是否運轉正常 引起的原因:如果放布電機不轉,會造成布比較松弛,且很容易皺 4、打印頭安裝不平行 5、布料太薄 引起的原因:布料太薄,在一定拉力下布料容易變形 在裱貼彩印的面紙較薄并且有卷曲的情況下,機器的速度不可開得過快,裝面紙和瓦楞紙板時,它們左右相對的位置要對準,以免因為出紙定位出現偏向誤差,產生橫向裱貼不準,為了確保面紙和瓦楞紙板裱貼位置準確無誤,裱紙機的生產速度要根據面紙的特點合理掌握;裝紙時要將面紙和瓦楞紙板的相對位置對準;上、下鏈條的行程必須準確;上、下紙對準后要將堆紙臺的擋紙限位裝置固定好。

這種預涂膜覆膜機的覆膜是一次成型,所用耗材上已經涂好膠水,覆膜時通過加熱融化膠水,再通過加壓將膜粘合在印刷品上。這種覆膜設備便宜、操作簡單、并且操作時不產生有害氣體,是覆膜發展的一個趨勢,在日益注重環保的當今社會,相信該種技術有一天會取代既涂型預涂膜,成為國內印刷界主要的覆膜技術。 因為水性膠水可以溶解印刷品表面噴粉,所以當覆膜產品出現雪花點時,便感到不可理解,其實原因很簡單,水性膠水本身也受溶解度的限制,如果印刷品噴粉過大,多余部分就不能被膠水完全溶解,就會出現大面積雪花。 解決這種情況有三種辦法: 1.協調上下工藝,在印制時盡量減小噴粉量; 2.應適當增大膠水量,加大膠水溶解噴粉的能力; 3.在覆膜前將印刷品表面懸浮噴粉清掃一下 由于水性覆膜膠干燥很快,如果靜止沒有流動,會干燥成膠皮,成固體塊狀。如果附在涂膠輥或施壓輥上,就會造成局部涂膠過小、或施壓時局部施壓過大。所以在覆膜過程中要保持涂膠輥及施壓輥干凈。 如果周圍環境中灰塵太多成膠水中有干燥膠皮及切下的薄膜碎片等,覆膜產品就會有雪花,所以應當注意環境衛生,膠水用不完應倒回膠桶密封好,或采取上膠前過濾的方法。
印刷品覆完膜以后能夠給印刷品和自動覆膜機提高檔次,一般情況下膜分兩種:一種是啞膜,一種是亮膜。 覆膜就是將聚丙烯等塑料薄膜覆蓋于印品表面,并采用粘合劑經加熱、加壓使之粘合在一起的加工工藝過程。覆膜工藝分為預涂覆膜和即涂覆膜兩種。預涂覆膜是將粘合劑預先涂布在塑料薄膜上,烘干收卷。之后在物粘合劑的情況下經過熱壓便可完成對印刷品的覆膜。即涂覆膜則是在覆膜時要同時使用粘合劑。 覆膜的方法分為“冷裱”和“熱裱”。“冷裱”是利用膠和冷裱機的壓力將照片與覆膜和背板粘合在一起;而“熱裱”則是靠熱裱機的高溫、高壓完成照片的裝裱。相比之下,冷裱的成本較低,但熱裱的效果更好,裝裱后照片的保存時間也更長。覆完膜的印刷品比較好看,而且檔次也很高,幾乎每個印刷品都需要覆膜。在印刷行業中印刷幾乎和覆膜廠都是分開的,所以比較專業。 1.過膜壓力不足---調整冷裱機的壓力; 2.冷裱膜機兩端不平整---調整冷裱機間距的調節螺絲以達到等距離; 3.過相紙---相紙表面不平整,一般在25度左右,放置2-3小時會自動消失,溫度越高則消失越快; 4.過PP背膠---A.手摸PP背膠畫面若無"粗糙"感,則按上述方法處理;B.有"粗糙"感則需要更PP背膠; 5.膠水粘性在低溫下不好---A.提高使用環境溫度.B.更換冷裱膜;

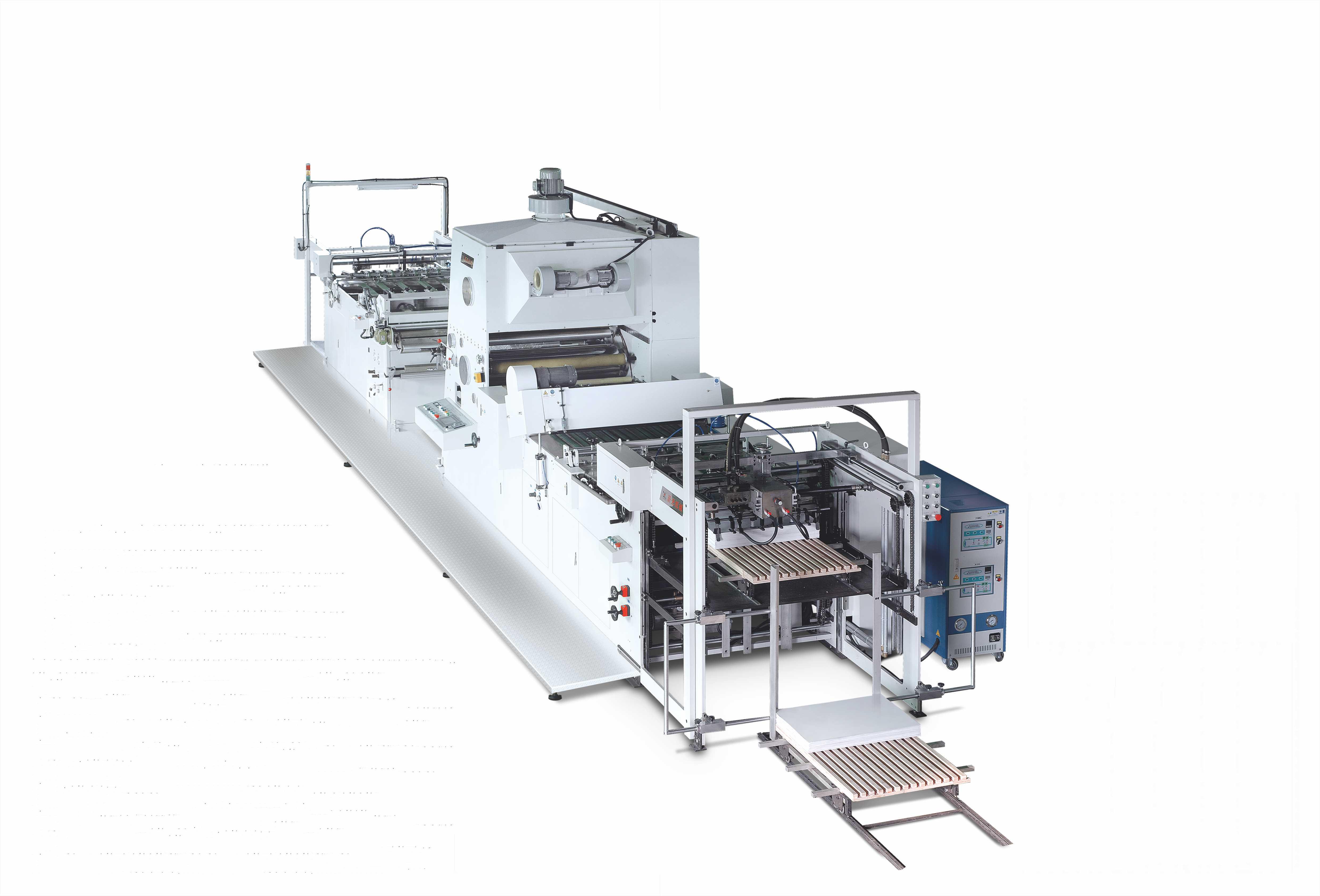
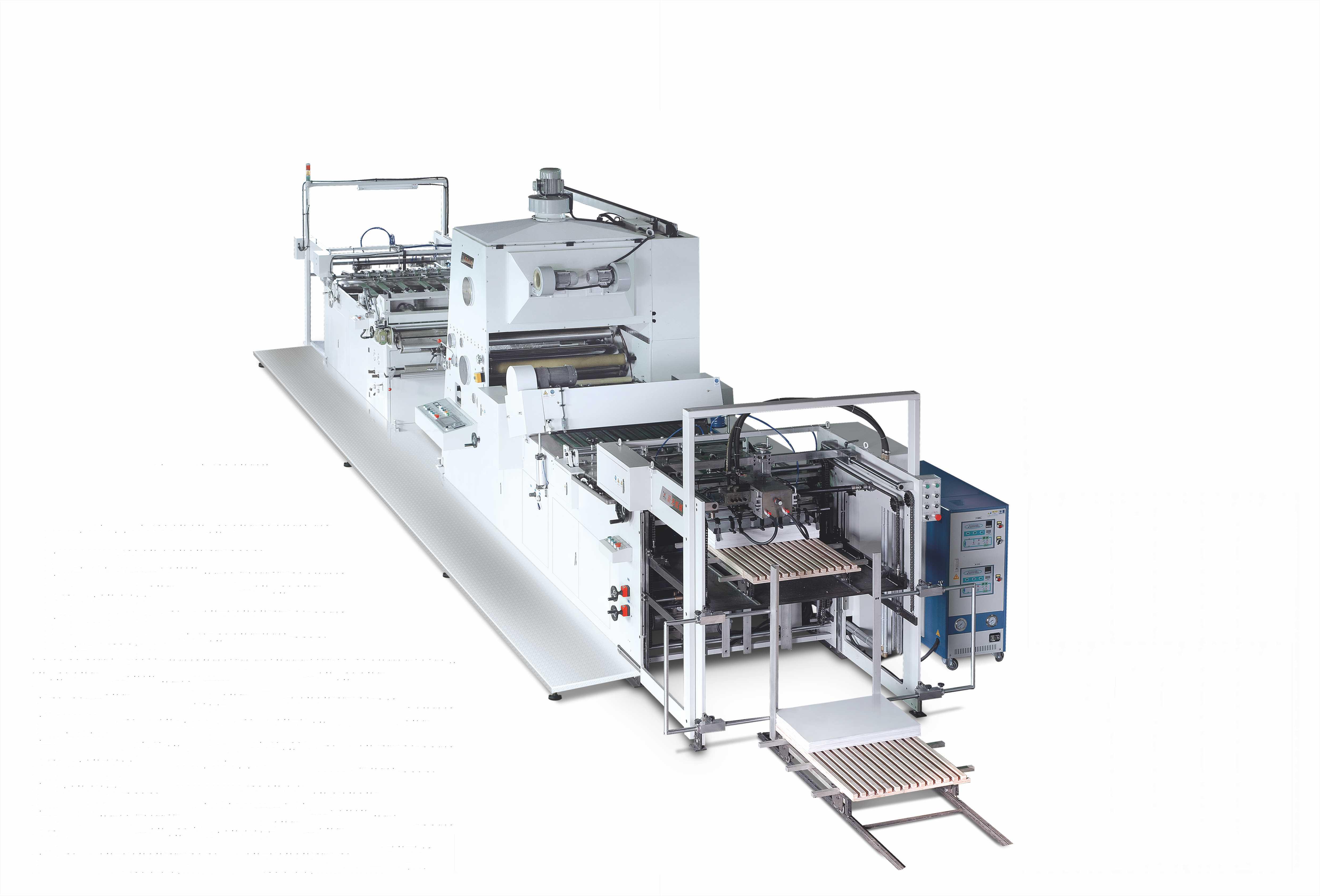
覆膜機廠家采用自動送紙、自動切紙的先進結構,降低了人工操作的勞動強度,提高生產效率, 保證產品的質量。適用于各類美術印刷品的復膜,覆膜機廠家將廣泛應用于加工各類書刊封面、圖片、包裝紙盒、手提紙塑袋、掛歷等。使其色澤更加鮮艷、線條清晰、光亮美觀、防潮防污、經久耐用,是印刷包裝行業的理想設備。 結構特點: 1、主機方式設計占地空間小、節約覆膜機廠家的材料。 2、主機部集上膠、干燥、貼合于一體,方便操作者使用。 3、一機可以多用,油性膠、水性膠、干式覆膜均可以。 4、干燥系統相比橋式烘道設計,膠膜更加穩定運行,不會左右偏移。 5、主復合輥采用大直徑鋼輥,油加溫系統,滾輥表面溫度均勻穩定。 6、氣動壓膜,人機工程學操作界面設計,使用方便簡捷。 7、配備三輛收卷推車,方便收卷更換,不停機工作。 8、主機傳動采用變頻調速,PLC控制系統,可穩定靈活調整工作速度。 9、供膠采用氣動雙向隔膜泵循環系統,操作方便,穩定。 10、根據膜的種類不同,多種穿膜方式選擇。

預涂膜覆膜機的機械化作業決定了工藝品質的要求將不斷提高,而燙金材料的質量也可以影響到最終效果,所以在選擇燙金機及燙金機廠家方面需要科學地選擇,不能盲目的選擇。在燙金機工作時,經驗豐富的操作員也至關重要,溫度、壓力和速度都有很高的要求。 調整沖壓壓力,沖壓溫度,車速,和陽極化鋁本身和其他因素的綜合基板。在一般情況下,紙張和堅定的,流暢的高固體油墨印刷,燙印溫度和較高的,速度很慢的情況下,燙印壓力應小,相反,它應該是一個大數目。燙印壓力必須是均勻的,如果你找到一個當地的沖壓和花的床單,小的壓力可能在這里,平墊層的組織,壓力平衡。

自動覆膜機也可以做塑封機,冷裱機等等,一般來說,這一類型的覆膜機也是因為內熱塑料機升級改造來的,這一類型的鍍膜機決定了這機械能不能使用的問題,所以在所有覆膜機配件里他是很重要的一個,這類的覆膜機性價比比較高,市場前景也很不錯,有很多廠家為了降低成本就生產了劣質的覆膜機, 所以大家在選用的時候一定要擦亮眼睛,多使用幾次,確定是正品以后在購買! 在使用自動覆膜機的時候,要注意將印刷品復合到一起,還有一個最大的特點就是沒有上膠涂布,在干燥的時候,覆膜機的結構就會緊湊,體積就會變小,這時候要注意操作燙金壓痕機,如果操作的好,產品質量就會好,電腦燙金機穩定性就會高,印刷的時候,自動輸送機構可以保證印刷品在傳輸的過程中不發生重疊情況,并且可以保證自動進入復合部分,大部分的機械采用的都是氣動或者摩擦方式來實現這一點的,自動覆膜機就不用,可以在滿足這些要求的時候,還可以保證輸送的準確度,還有精度! 傳動系統是有計算機控制的,經過齒輪減速以后,帶動進紙機構的運動和復合部分,壓力輥在沒有調節的情況下可以自動保持工作壓力,來保證涂膜工作能夠繼續,如果鍍膜出來的產品亮度不夠,可以經過壓光輥第二次擠壓,應該可以提高亮度!

一、機器不啟動:輸入電線不通,電源線接反,電壓不夠。 二、沒到吸覆時膜向下拉升:電磁閥或手閥是否打開 。 三、吸膜不到位:真空度不夠,漏氣,溫度不夠,膜太薄,工件貼過其他材料,工件的凹深超過膜的拉升,吸覆時間太短,膜沒有拉升,工件距離太近 。 四、總電源開關跳閘:加熱箱頂輸入電線漏電,配電箱漏電,外界電線搭在設備上,電機漏電等。 五、工作真空度上不來:氣路不通,手閥或電磁閥沒有關閉,真空泵電機皮帶松動,真空表損壞。 六、覆出的工件表面有折和不光滑或角包不住:膜沒有拉直,膜質量不好,工件打磨不好,膠水噴的太多,工件下面的摸板太低 。 七、溫度測量不準確:熱電偶,溫控儀.是否安裝不正確及損壞。 八、戲破現象:溫度太高,加熱時間太長,膜質量不好,沒有加溫。
一部分彩色包裝覆膜方法是使用雙向拉伸聚丙烯薄膜,覆膜后的產品會出現不亮或起泡現象。筆者對此問題進行了研究和分析,總結出以下幾點。 1.溫度控制不合適 對不同承印物進行覆膜時,電加熱鋼滾筒的溫度必須根據所覆產品來調節。如覆膜承印物是金卡紙,覆壓鋼滾筒溫度應控制在70℃~80℃:如是覆250g/m2或300g/m2的灰白板紙,溫度就應調到80℃~90℃。白板紙在放置過程中,其吸收的水分遠超過金卡紙。特別是在雨天和冬季,如果溫度調節不合適,覆膜產品就無光亮。覆膜時有時會發現硅皎滾筒上有明顯的水滴或蒸汽,這是由于紙張吸收了大量水分后導致的。這樣的產品覆膜溫度必須再提高一些。對一收產品,烘道溫度可控制在50℃~60℃.以涂膠的膜在出烘道處用手指粘試無垌顯痕跡,有點黏性即可。如果覆膜溫節過高,就會起泡。因此在覆膜時一定要根據產品特點控制好加熱鋼滾筒的溫度。 2.保持滾筒清潔 經長時間覆壓,鋼滾筒與膜直接接觸,加上溫度作用,鋼滾筒上會遺留一些殘物在上面。硅膠滾筒直接和所覆產品紙張的背面接觸,再加上走紙間距的分離,很多膠就直接燙壓到膠滾筒上而產生堆積,這都會影響所覆產品的亮度。嚴重時還會使所覆產品產生皺褶。因此,一定要保持滾筒的清潔,隨時停機清潔,保證覆膜產品質量。 3.壓力不足 根據客戶的需求,承印物材料的厚度多是不一致。在覆膜時應根據承印物紙張的厚度來調整硅膠滾筒和鋼滾筒之間的壓力。如果壓力過小,覆膜產品的膜不牢、不亮、易產生皺紋:壓力太大,會產生膜皺和紙張變形。 4.出膠量 在使用拉伸聚丙烯薄膜覆膜時。必須在膜上涂膠。涂膠量是通過裝在膠盒里的一根傳動鋼輥經轉動帶膠涂在走動的膜上,膠量的控制是靠一落在鋼輥上的鋼制刀片來控制的。壓力輕膠量大:壓力重膠量小。膠量的多少要掌握好,既能覆牢均勻,又不能產生晶點。如膠量太大,覆出來的產品也會沒有光澤。 上膠過程中特別要注意的是,一定要防止膠凝固后的微小顆粒和異物存留在膠盤中。如有留存,在轉動中會被上膠輥帶起,卡在括膠刀片上,此處就會出現一道無膠白印。因此,覆膜機經過長時間停機,在覆膜開機前,要用覆膜水或高沸點煤油清洗膠泵和盛膠斗盒,以保證上膠輥的膠正常涂布到膜上而不產生痕道。