 English
English 中文
中文
你在這里: 首頁 ? 新聞資訊
-
 郵箱:johnyang@gawangmachine.com
郵箱:johnyang@gawangmachine.com -
 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) -
 傳真:0577-65602375
傳真:0577-65602375 -
 聯系人:楊經理
聯系人:楊經理
聯系我們
新聞資訊
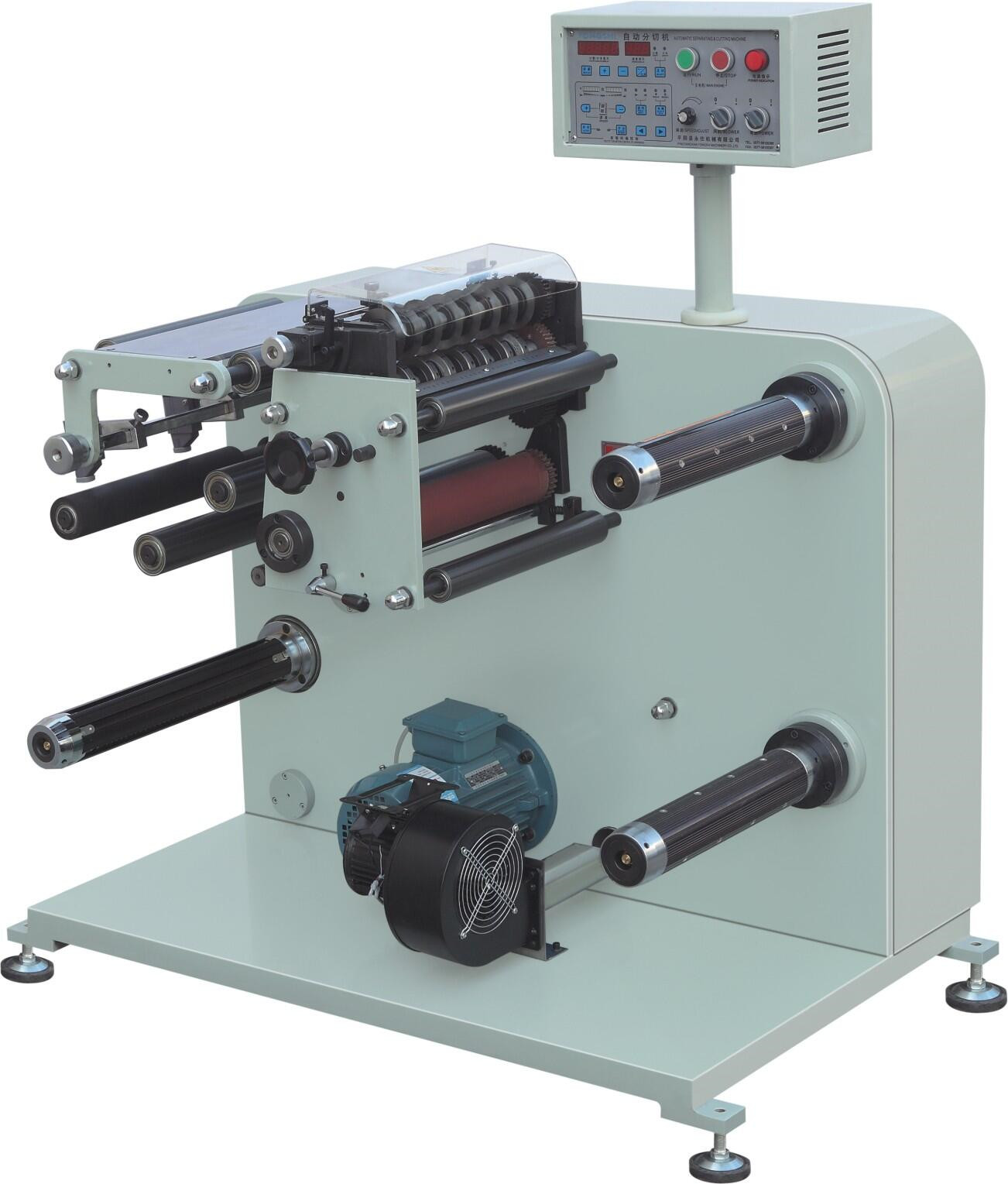
分切機廠家教大家影響產能的因素
發布時間:2020-04-07 訪問:1259
目前,分切機的產品是受到很多因素的影響的,所以作為分切機廠家,我們需要去了解這些因素,然后做出相應的措施,這樣可以讓分切機的產能提高,下面就一起來看看吧。
1.放卷的張力控制:在復卷一套紙卷期間,應盡量避免改變復卷張力,以確保分切復卷機卷緊度內外均勻一致。其次 在復卷過程中,如果紙幅的張力控制太小,紙卷將會產生松垮或在底輥上打滑,造成皺褶,紙頁交織等紙病。而張力控制太大,又會造成爆卷或損傷紙芯。因而,使紙幅在復卷運行過程中,張力的實際控制值保持恒定與在張力閉環控制系統中裝有調試良好的慣性瞬時補償調節器是十分必要的。
2.壓紙輥的線壓力,壓紙輥在復卷過程中給紙卷的加壓,在復卷的初始階段,由壓紙輥提供紙卷額外的載荷,和前后底輥一起作用給紙卷提供一個復卷力。隨著卷徑的增加,壓紙輥的位置逐漸上升,壓紙輥所提供的載荷也逐漸減小,在卷徑達到一定值時,壓紙輥所提供的載荷為零,此時,它僅作為維持紙卷位置的設備存在 壓紙輥的壓力控制程序必須根據紙張質量和最終直徑進行選擇,。在一般情況下,壓紙輥壓力是根據預先設置好的壓力曲線自動控制的,操作人員無需更改。
3.前后支承輥的速差。支承輥的速度差形成復卷力,復卷力的大小決定了紙卷緊度的大小,提高分切復卷機復卷力可以增加紙卷的緊度 從這幾個方面著手,應該可以分析出問題所在,對癥下藥就行了。
看了上面的內容,相信大家都已經知道影響產能的因素。
1.放卷的張力控制:在復卷一套紙卷期間,應盡量避免改變復卷張力,以確保分切復卷機卷緊度內外均勻一致。其次 在復卷過程中,如果紙幅的張力控制太小,紙卷將會產生松垮或在底輥上打滑,造成皺褶,紙頁交織等紙病。而張力控制太大,又會造成爆卷或損傷紙芯。因而,使紙幅在復卷運行過程中,張力的實際控制值保持恒定與在張力閉環控制系統中裝有調試良好的慣性瞬時補償調節器是十分必要的。
2.壓紙輥的線壓力,壓紙輥在復卷過程中給紙卷的加壓,在復卷的初始階段,由壓紙輥提供紙卷額外的載荷,和前后底輥一起作用給紙卷提供一個復卷力。隨著卷徑的增加,壓紙輥的位置逐漸上升,壓紙輥所提供的載荷也逐漸減小,在卷徑達到一定值時,壓紙輥所提供的載荷為零,此時,它僅作為維持紙卷位置的設備存在 壓紙輥的壓力控制程序必須根據紙張質量和最終直徑進行選擇,。在一般情況下,壓紙輥壓力是根據預先設置好的壓力曲線自動控制的,操作人員無需更改。
3.前后支承輥的速差。支承輥的速度差形成復卷力,復卷力的大小決定了紙卷緊度的大小,提高分切復卷機復卷力可以增加紙卷的緊度 從這幾個方面著手,應該可以分析出問題所在,對癥下藥就行了。
看了上面的內容,相信大家都已經知道影響產能的因素。