 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
切紙機用臟了怎么辦?怎樣才能清理干凈,告訴您幾種清洗的方法: 1、擦洗 切紙管機械內部的部件放入到柴油或煤油以及其他清洗液中然后,你就可以使用棉紗或毛刷進行清理。這樣的清洗雖然很簡單但是效率不高再加上切紙管機械本身零件就很多所以這種方法并不推薦。 2、煮洗 在進行煮洗前先要將需要進行煮洗的液體進行調配之后再將這些溶液與零件全部放入到有鋼板制作成的清洗池中(清洗池的尺寸根據實際要洗的數量進行建造)。接下去只需要在這個清洗池之下用加熱設備進行加溫一般只需要將溫度加高至80~90攝氏度即可。 3、超聲波清洗 這種清洗方法也不怎么推薦如果有條件的話這種清洗方法時較好的,這種就是利用清洗液的化學部分加入到超聲波然后利用超聲波共振的,化學變化作用進行配合使用來達到清楚部件污垢的目的。 4、振動清洗 這種方法要將想要清洗的切紙管機械部件放入到振動清洗設備上如清洗籃與清洗架然后加入清洗液之后清洗設備就會模擬人工清洗再配合清洗液來達到去污的目的。
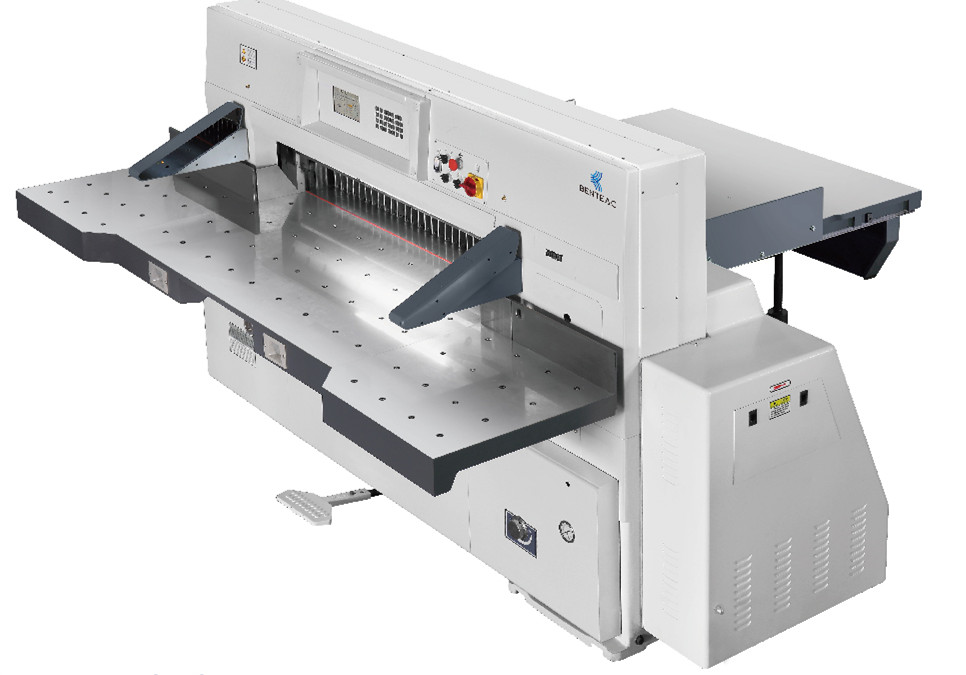
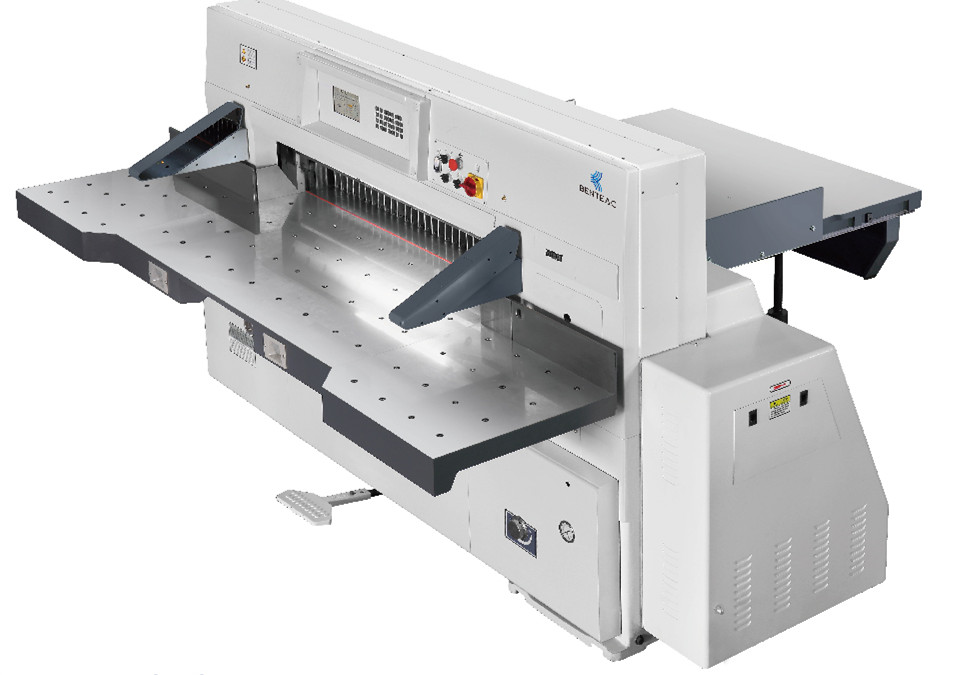
切紙機在國內興起的時間不是很長,但由于市場的需求旺盛及廠家的技術研發及時,現階段市面上的切紙機類型已經多種多樣。隨著使用量的增多,很多客戶對于切紙機的使用、保養甚至是維修都有著一定的了解。而現階段,更多的切紙機廠家已經不滿足于普通切紙機的制造,為了謀取更大的市場份額,各個廠家都開始研發自動化類型的切紙機,都向著自動化和智能化的方向發展。 目前市面較為多見的自動化切紙機為電腦切紙機和數顯切紙機兩種。很多買家在聽說數顯切紙機的時候會認為數顯切紙機也是電腦切紙機的一種,但實際上數顯切紙機是一種獨立的產品。如果從控制系統上來說的話,數顯切紙機確實可以算是電腦控制的,但其都有的數字化系統相對于電腦切紙機而言也有著電腦切紙機不具有的優勢。所以,用戶在選購自動化切紙機的時候一定要先了解各種切紙機的類型和特點,再去選購合適自己的。

切紙機在印刷行業中可以裁切多種紙張品種,我們今天來看看印刷行業中常用的紙張,我們可以根據印刷常用紙張依據用途的不同,能夠分為工業用紙、包裝用紙、日子用紙、文明用紙等幾類,其間文明用紙中即包含書寫用紙、藝術繪畫用紙、印刷用紙。在印刷用紙中,又依據紙張的功能和特色分為新聞紙、凸版印刷紙、膠版印刷涂料紙、字典紙、地圖及海圖紙、凹版印刷紙、畫報紙、周報紙、白板紙、書面紙等。別的一些高檔印刷品也廣泛地選用藝術繪圖類用紙。 舉個例子比如合成紙是使用化學質料如烯烴類再參加一些添加劑制造而成,具有質地柔軟、抗拉力強、抗水性高、耐光耐冷熱、并能反抗化學物質的腐蝕又無環境污染、透氣性好,廣泛地用于高檔藝術品、地圖、畫冊、高檔書刊等的印刷。 以上紙張品種為印刷行業中通用紙張,我們可以根據不同紙張大小和生產規模來選擇不同類型的切紙機型號。

切紙機壓板不回位是什么原因造成的: 1.電器故障,在切紙機傳動機構(渦輪箱,齒輪傳動等)后面通常會配置2~3個行程開關,1個主要用于切刀過最低點后,雙手離開按鈕時,切刀會自動回到最高點(兼顧用于切刀計數功能);另1個用于最高點停止型號,當這個行程開關與碰頭位置不正確時,切刀則不會停止在最高點(這種情況只需要調節碰頭或行程開關位置即可解除故障。 2.切紙機剎車故障,在切刀傳動裝置(渦輪箱,齒輪傳動等)輸入端,肯定配置有剎車裝置,當剎車片磨損或間隙過大會造成切刀不能停止在最高點(調節間隙或更換剎車片可解決),或離合器盤有卡滯,造成回位不靈活(拆開剎車部分零件,清洗加油即可解決)。 3.切紙機液壓故障,在新機出廠時,液壓活塞沒有回到最低點,使用一段時間后,表面磨合后活塞回到最低點,造成壓紙器位置過高(一般認為刀片低于壓紙器底部),這種處理最簡單的方法是,大部分廠家都會在活塞頭部設置一個頂蓋,我們只需要加厚頂蓋就可以解決。大概參數是當頂蓋加厚1mm,壓紙器下降約1.4mm。

切紙機要怎么操作才是安全呢?今天小編為大家具體說明一下。 1.切紙機使用前應先檢查機器,做好清潔工作,每個油孔加滿潤滑油。 2.切紙機開機后首先檢查光電保護開關是否正常、可靠,再試空刀三次,觀察有無回刀,如發現問題,應及時排除。 3.當機器運行時,嚴禁將手伸入機器內,若發生故障時嚴禁用手搶紙,應立即停機,在切紙刀沒有回位停穩時,禁止伸手取紙,以防傷手或意外。 4.開料或切成品時嚴禁超高操作,核對尺寸無誤后方可下刀,當刀片刀口用鈍后,應立即更換刀片,不可斷續使用,以免機器負荷過重造成機器損壞。 5.調節及更換切紙刀時,必須停機并使用卡柄螺栓進行換刀。裝好后必須手動搖擺上落確認無誤再調切紙刀切尺深線,應先調高切紙刀,然后由淺至深細心調節好吃尺深度后再上緊保險螺絲才可使用。 6.設備保養:牛油孔導軌等活動處最少半月加牛油一次,每天必須擦拭機器表面污垢并使用風槍吹凈表面雜物、灰塵(包括電箱、馬達等),清掃工作崗位垃圾,保持設備、崗位清潔。 做到以上幾點,相信在是用切紙機過程中能夠更加安全可靠,并且延長切紙機的使用壽命。
切紙機刀具是否鋒利和使用了多久在很大程度上影響著切紙機的生產效率。刀具的壽命和效果取決于以下幾個因素, 1.道具的制作材料。 2.磨刀石頭(磨刀輪)的形狀和角度、磨刀的質量以及被裁切材料的類型等因素。 制作刀頭的原材料上,刀刃的材料應該使用硬度比較高的鉻鎢錳鋼,刀體可以采用的是低碳鋼。如果是高質量的刀片經過火的萃取處理之后可以達到一定的硬度。 在磨刀的形狀和角度上面,刀具上面的磨刃角度比較小的話,它的刀鋒就會更加的鋒利。因此在刀具材料允許的情況之下,要讓磨刃角度盡量偏小一點。 磨刀的質量最主要是要依靠操作工人的技術水平。摸到的質量如果是比較高的話它能夠使用的時間就會越長。

切紙機的安全問題,是許多數碼印刷從業者容易忽視的問題,影響切紙機安全使用有以下幾個方面: 1.剎車裝置。許多廠家為了省錢,采用電路剎車原理,即通過上、下限位傳感器切斷切刀電機供電的方式剎車,這種裝置在突然停電、插座松動、傳感器失靈等情況下,可能造成"溜刀"等極度危險的狀況。為了杜絕這方面的情況發生,必需采用帶有機械剎車裝置的電機組件,這樣無論發生什么電路故障,電機都是抱死的,避免意外發生。 2.雙按紐操作原理。這要求兩個按紐同時被按下,否則切刀電機不會動作,這可以保證單人操作的絕對安全。 3.在實際使用過程中,往往兩人配合操作,這樣,情況就變得很危險,這就要求切紙機配置前、后安全罩。當安全罩被打開時,電機不會動作,確保安全。 4.以上是影響使用過程的安全因素,那么在維護、保養中要注意更換刀片時,使用托刀架,確保刀片刃口被封閉,既保證人的安全,也保證刃口不被損壞。 5.再者,卸下的刀片千萬不能隨意擱置,避免傷及到人。

1.平張切紙機從推紙機構的驅動方式上又分為電動切紙機(只能用手動方式按按鈕或操作相應的機構通過對電機或機械傳動機構的控制來實現推紙器的定位)、程控切紙機(通過程序控制系統實現推紙器的自動定位,亦可執行電動切紙機的定位方式)和一種介于兩種方式之間的智能數顯切紙機(通過控制系統自動大致定位,然后通過手動微調實現準確定位)。 2.程控切紙機從對推紙器移動的控制方式上又分為步進電機控制、變頻調速控制、交流伺服控制三種方式。 步進電機控制和變頻調速控制方式在對切紙機推紙器的定位精度上均可以達到±0.1mm,速度達8-14米/分鐘(具體達到的精度和速度因制造商所使用的控制系統和選用的電器元件不同會有較大差異),但步進電機控制方式啟動時噪音較刺耳,不被眾多切紙機制造商和切紙機的用戶所看好。 交流伺服控制方式對切紙機推紙器的定位精度和速度上比變頻調速控制具有質和量的極大突破,定位精度可以達到±0.025-±0.015mm,推紙速度可以達到16-20米/分鐘(具體達到的精度和速度因制造商所使用的控制系統和選用的電器元件不同會有較大差異)。 3.從程控切紙機的操作界面(操作方式)上又分為按鍵式、觸摸屏、按鍵和觸摸屏雙模式三種。 按鍵方式操作的程控切紙機最早出現,比數顯切紙機的效率成倍提高,為眾多的用戶提高了工作效率,創造了更多財富,備受客戶青睞,但在新技術出來后這種方式在操作的直觀和簡便上無法與觸摸屏操作方式相媲美。 觸摸屏操作方式可以很輕松的實現等分、等距、循環尺寸、計算器的使用及計算結果輸入程序等功能,操作簡便直觀(按鍵式操作方式在執行某些功能時需要幾個鍵的組合操作才能實現,很多客戶因為操作人員更換又找不到說明書后向制造商咨詢使用方法);屏幕上有對機器上各個運行環節檢測開關狀態的直觀顯示,對于常見故障的排除提供了極大的方便,為切紙機的使用客戶和制造商都節約了時間和金錢成本。 按鍵和觸摸屏雙模式,可以組合使用,能滿足部分操作人員的老習慣,同時提供了多一種輸入方式,在耐用性上有相對提高,但在觸摸屏操作方式切紙機制造商設計的界面和操作菜單合理且選用的屏幕質量穩定可靠的狀況下,其意義不是很大。 4.從壓紙機構的驅動方式上又分為機械壓紙和液壓壓紙。 液壓壓紙方式更能精確保證裁切物裁切后的等長度公差精度(俗稱上下刀精度),尤其是裁切密度較大裁切物時,其差別尤為明顯。所以隨著液壓壓紙方式的切紙機的出現,機械壓紙方式的切紙機已經不再被對裁切精度要求較高的客戶選用。 壓紙機構和裁切機構的離合器均采用液壓方式驅動的又叫做全液壓或雙液壓切紙機。全液壓或雙液壓切紙機具有更大的裁切力,在裁切密度較高裁切物時具有明顯優勢,離合器不易打滑,且不用頻繁調整離合器的間隙。 5.從尺寸顯示方式和對推紙器移動定位上又分為數顯切紙機和程控切紙機(純機械結構切紙機一般臺面上嵌有鋼尺,對推紙器的控制和數顯切紙機一樣)。 數顯切紙機和程控切紙機主要差別在對推紙機構的控制上,程控切紙機不光在效率上有極大提高,還能有效減輕操作人員的勞動強度。 6.從平張切紙機的門幅寬度(最大裁切寬度)上又分為對開切紙機(也有叫半開切紙機的)、全開切紙機(全張切紙機)等等。