 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
由于采用高效率的平面包絡環面蝸桿減速器,其本身無自鎖性,主電機停止,裁切換刀選擇開關拔至換刀位置后,傳動已失去制動,保險裝置已失去保護,刀床在靜止狀態下有下滑的可能,可能嚴重危及安全,因此在該狀態時一定確認刀床停止可靠,并在刀片下加木墊時方可在下面操作。 換切刀時,首先關掉主電機,等待約2分鐘,并確認傳動皮帶完全停止運轉后,將兩個木制換刀器(廠家提供)放在刀片下,將開關面板上的裁切換刀選擇開關置于換刀位置“”,刀床功能選擇開關必須在裁切位置,用套筒旋轉皮帶輪端面螺母,將刀片上連接螺釘全部取下,然后用內六角扳手向內推動掛刀裝置約4MM,使掛刀裝置制動器脫離,旋轉掛刀裝置使刀片平穩地放落在兩個木制換刀器上,裝上兩個換刀手柄,取下刀片,注意扶住刀片防止傾覆傷人。 切記: 1、確認操作目的,不要錯按或誤動按鈕。 2、不要將手臂放于刀床和壓紙器下 裝切刀: 首先確認主電機啟動按鈕處于停止狀態,并確認主電機皮帶輪處于靜止狀態,將刃磨好的刀片裝在換刀器上,再將換刀器同刀片一起推到壓紙器前刀床裝刀片處,將裁切換刀選擇開關置于右端換刀位置,按前所說方法轉動掛刀裝置,將刀片上升到最高位置,裝上刀片連接螺釘并擰緊,然后擰松換刀器上的2個手柄,拆下換刀器后,裝上其余刀片連接螺釘并擰緊; 切刀的調整: 每次裝上新刀片,或刃磨后的舊刀片均應手動調整刀床的高低位置,以調整刀片的切入量,避免所換新刀片高度較大造成較深的裁切而引起事故,調整切刀時必須關閉主電機,待停止運轉后才能進行! 其調整步驟為: ①確定切紙機處于換刀狀態,首先停止主電機,按下主電機停止按鈕,確認主電機處于靜止狀態后,再將裁切換刀選擇開關置于中間換刀位置。 ②確定刀片切入深度:用套筒扳手旋轉皮帶輪端面的螺母,使刀床運動到最低點,并觀察刀片切入刀條深度是否合理(正常切入0.5—1毫米)。 如果刀口與刀條僅一端接觸,可通過調整主機架后面偏心軸解決。 如果刀片磨損不能切斷紙張時,則應將刀片沿長孔方向向下移,直到能完全切斷紙張。 具體調整方法如下:關掉主電機和電源開關,將全部刀片聯結螺釘旋松,將刀床用手動的方式置于最低點,用內六角扳手向內推動掛刀裝置約4MM,使掛刀裝置制動器脫離,旋轉頂刀凸輪使刀片切斷紙張。

有關切紙機在安全性問題,有很多數碼印刷從業者容易忽視這一問題。今天,瑞安市茂源機械有限公司為您介紹影響切紙機安全使用的以下幾個方面: 1、制動裝置 許多生產廠家為了節約資金,使用了電路制動原理,即通過傳感器的上下限切斷電路的電源,在電源故障、插座松動、傳感器故障等情況下,可能會導致“滑刀”等極端情況。為了防止這種情況的發生,必須使用機械制動裝置的電機部件,因此,無論是什么電路故障,電機被鎖定,以避免事故。 2、雙按鈕操作 同時按下按鈕的同時,否則刀盤將不動,可以保證單次操作的絕對安全。 3、在實際使用過程中,經常有2人一起操作,這樣,情況變得非常危險,這就要求為切紙機配置前、后的安全罩。當安全罩打開時,電機將不起作用,確保安全。 4、在維護、保養時應注意更換刀片,保證刀刃被封閉,既保證人的安全,又能保證邊緣不損壞。另外,拆卸下的刀片不能隨意放置,以免傷害人。

對于印刷廠來說,程控切紙機是必備的機械,程控切紙機用于裁切印刷前和印刷后的紙張。程控切紙機操作簡單,對環境沒什么特殊要求,只要供應電源,即可正常工作。程控切紙機長時間使用后,或多或少都會出現一些問題,如切紙刀不動作、異響、推紙器不動作等。有用戶向我們反映,說新裝的裁紙刀,裁了一刀,刀刃就出現了崩刃的問題。 下面,小編給大家簡單分析一下程控切紙機的裁紙刀崩刃的原因? 刀片刃磨角度的選擇、刃磨的質量、刀片的刃磨間隙時間影響著紙張切邊的平整度和光滑度,一般刀片的角度為19°,若裁切的紙張屬于較硬的,就需要增大刀片的角度,想要提高刀片的刃磨質量,刃磨時要確保冷卻液充足,避免刃口退火,裁切前,可以先用油石細細打磨刀刃,并且在刀刃上涂抹肥皂和石蠟,這樣不僅可以提高刃口的鋒利度和光潔度,還能延長刃口的使用壽命,裁切的成品質量更好。 之所以實際操作中會出現崩刃的情況,就是因為操作人員縮短了刃磨時間,且冷卻液不足,造成刃口退火,到的寬度變窄,安裝時必須要調整螺母,以使刀刃切入墊刀條,若螺母調整不好,使切入過深,就會造成崩刃。

切紙機我們知道這是一種后期加工處理紙制品的設備,但是對于切紙機是如何傳動的想必大家都不怎么了解了吧。目前隨著紙加工行業的發展,以及人們對紙的應用和需求,對切紙機傳動速度的要求也越來越苛刻了。這也從側面反映出高速、寬幅度切紙機對行業的重要性。 現在市場上的切紙機傳動系統有兩個部分,分別是傳動機減速比和傳動系統,這兩個部分對設備的速度影響非常大。因此一般在設計的時候,對這兩個部分都會進行特別的關注,從而在整體上對設備性能帶來提高。 切紙機的傳動不僅與工作速度、切長、減速比,以及傳動精度有關系,正常情況下減速比越大越有利提高切紙精度。另外,一般切紙機工作再最小切長上的時間都比較短,可以充分利用調速系統轉速允許超過額定轉速的特點適當選擇減速比。
切紙機顧名思義就是用來切紙機的機器。切紙機是印刷廠必不可少的機械設備,主要用來處理印刷前期和后期的紙張裁切需求。 切紙機的發展從機械式切紙機發展到磁帶控制式切紙機,又發展到微機程控、彩色顯示、全圖像操作引導可視化處理及計算機輔助裁切外部編程和編輯生產數據的裁切系統,使的切紙機的生產準備時間更短,裁切精度更高,勞動強度更低,而操作更安全。切紙機的操作簡單,環境適應性也比較好。 通常在車間內保證穩定地供電即可進行工作。一般切紙機具備自動開關系統,只要放好紙張,再按下啟動鍵,切紙器就會自動旋轉把紙切碎。也有一些先進的切紙機只需按一下啟動鍵,切紙器便會轉動,可繼續切紙。碎紙完畢后,應按下停止鍵,使切紙機停止轉動,及時清理切紙機上的紙屑。 現在切紙機大多都裝有過載斷電報紙裝置,即切紙機的電動機過載運行發熱時,會自動停機。這時候應當停止使用20到30分鐘,使得電動機冷卻。同時,再次使用時應適當減少一些輸入紙的數量。

切紙機是一種紙張加工設備,它在一系列的紙類和非紙類加工領域都有著廣泛的應用,是一種通用設備。同時切紙機在印刷機械產品中也占有重要的地位,切紙機是綠色紙張加工設備,是綠色印刷企業不可缺少的生產設備。目前,國內市場上的切紙機主要有全自動切紙機、數控切紙機、全自動數控切紙機、電動切紙機、程控切紙機。其主切系統、定位系統、推紙壓制系統均接近國際先進水平,控制系統也日漸趨于完善。無論其外觀設計、功能、還是操作性能都取得了很大進步。 盡管近些年我國切紙機制造行業取得了飛速發展,但和一些國際品牌相比依然存在差距,主要表現在自動化控制和裁切精度方面。切紙機操作者普遍反映國外的名牌切紙機比國產的精度要高。而且投資采購,國產液壓切紙機開料時容易出現裁切尺寸不一致,以及“蘑菇邊”現象。因此,許多實力較強的印刷企業寧愿出高價選購進口切紙機,這也制約了國產切紙機的發展。 另一方面,現在國內不少印刷廠使用的切紙機還是20世紀八九十年代配備的機械式切紙機。這種切紙機明顯存在一些問題:沒有高精度的尺寸定位系統和尺寸設置裝置印刷商巡禮,精度低,不能滿足高檔印品裁切的要求;機械式切紙機沖擊力大、噪聲大、安全機構不可靠,容易出工傷事故;自動化水平低,沒有自動送紙機構,勞動強度大防偽印刷,生產效率低下等。此外,由于地區經濟發展的差異,各地區印刷企業應用的切紙機類型也各不相同。例如,中西部地區以及中小型民營印刷企業中機械式切紙機仍在廣泛使用;大型印刷企業及東南沿海地區印刷企業,大都使用液壓數顯和液壓程控式切紙機;中外合資印刷企業及印鈔企業基本選用進口切紙機。 可見國產切紙機的發展還存在很多的問題,但是正是這樣的問題預示著國產切紙機光明的未來。 (1)增長空間大我國印刷品消費水平與世界發達國家和世界平均水平都有相當大的差距,印刷業新技術新產業的發展有很大空間,這必將推動切紙機技術的不斷發展創新。 (2)適用范圍廣隨著現代印刷的多元化發展,印刷領域的擴大,從開料、單面裁切、特殊加工裁切版式設計,以及上光、覆膜等印品的裁切要求越來越多樣化。這些必然會促使切紙機功能更加完善,以完成更多更復雜的裁切工藝。

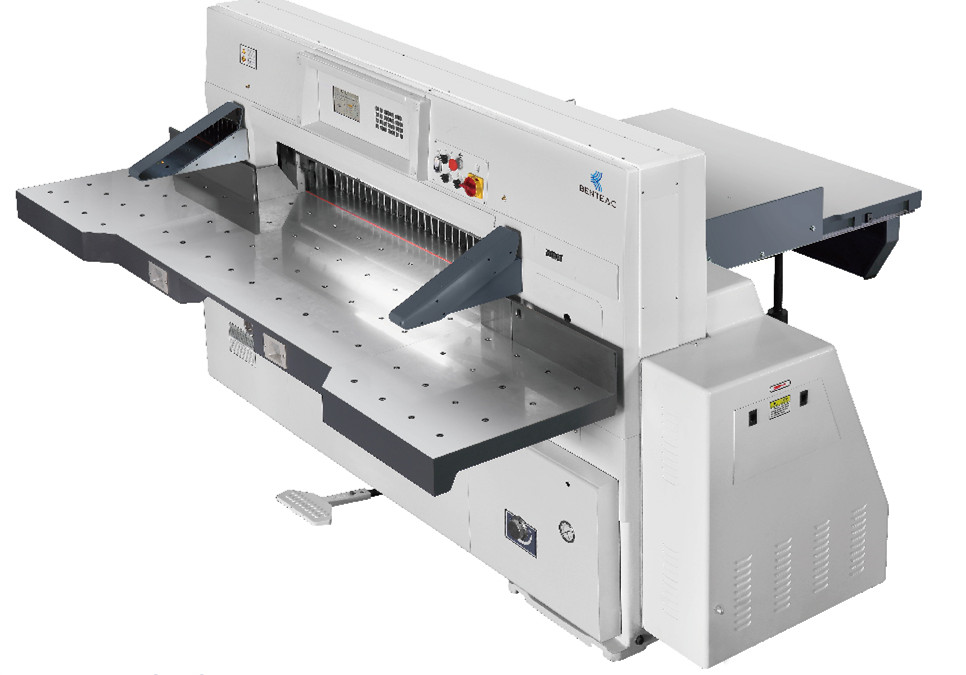
一、切紙機結構與工作原理 用途較廣,裁紙規格大,靈活性強,生產效率高。單面切紙機由工作平臺、推紙器、壓紙器、切紙刀片和刀墊條等部件組成。工作平臺的作用是進紙和出料,其表面有按一定間距設置的鋼珠和氣孔,可使紙堆與平臺間形成氣墊,減少與平臺間的摩擦阻力,使進紙、出紙輕便自如。切紙機左右墻板、推紙器與平臺應成90°角,確保紙張規格裁切準確一致。壓紙器能否均勻壓緊紙堆,也決定著裁切紙張的精度。一般情況壓紙器的壓力越大越好,可防止紙張變形影響裁切精度。壓紙器有螺桿結構、彈簧結構和液壓結構。液壓結構的壓紙器壓力均勻充足、調節控制簡單,現已普通使用。其工作原理是:油泵將油箱內的油壓入油缸頂起活塞,推動推動杠桿使壓紙器下壓,壓力大小由溢流閥調節,多余的油經溢流閥回到油缸。 二、刀片刃角與裁切精度的關系 刀片刃角越小,刀片越鋒利,裁切精度越高,刀架工作負荷越輕,機器磨損小,電耗小。但刀刃角太小容易磨損和損壞,特別是裁切堅硬、厚實的紙張時刀片容易彎曲。所以,合適的刀刃角大多采用22,而對較硬材料則采用24°/22°的雙斜角刀片,對確保裁切精度比較有利。 三、刀墊條與裁切質量的關系 刀墊條有保護刀刃和切斷"底紙"的作用。實踐發現,新裝刀片和刀墊后,往往第一刀切出的紙張質量不一定好,底紙邊可能不光潔,甚至局部切不斷。這表明刀墊不僅需要平整度,還要有適度的刀痕刀痕深度不大于0.5mm,切出的紙邊較平直、整齊。由于刀刃和刀墊條不可能是絕對平直,為了確保均勻切斷底紙,往往在刀墊背面適當墊紙條以實現理想的"剪切"效果。 四、使用切紙機應注意的問題 1、平時應對機器導軌、螺桿以及聯動壓紙器等重要零部件進行良好的潤滑和保養,并適時檢修,以保證機器裁切精度; 2、正確調整機器,確保紙張切成直角。推紙器不僅要與平臺成90°,還要與裁刀保持平行。壓紙器應根據所裁切紙張的軟硬情況調整工作壓力,防止紙張破裂和位移,確保裁切質量; 3、正確使用刀片,提高產品裁切精度。用鈍了的刀片經電動磨刀機粗磨后,還應采用"油石"和細粒砂布細磨,消除刃口毛刺。開切時,宜先用廢板紙、膠版紙等柔軟紙張裁切幾十刀,磨合刀片刃口,消除刃口邊沿毛刺,防止直接切硬紙刃口崩裂的弊病。綜上所述,正確認識和掌握切紙的技術要領,科學合理使用切紙機,不僅可減少或避免各種故障,增強機器的使用壽命,而且可提高生產效率和產品質量。

切紙機廠家對液壓系統故障診斷的一般原則 正確分析故障是排除故障的前提,系統故障大部分并非突然發生,發生前總有預兆,當預兆發展到一定程度即產生故障。引起故障的原因是多種多樣的,并無固定規律可尋。統計表明,液壓系統發生的故障約90%是由于使用管理不善所致為了快速、準確、方便地診斷故障,必須充分認識液壓故障的特征和規律,這是故障診斷的基礎。 以下原則在故障診斷中值得遵循: (1)首先判明液壓系統的工作條件和外圍環境是否正常需首先搞清是設備機械部分或電器控制部分故障,還是液壓系統本身的故障,同時查清液壓系統的各種條件是否符合正常運行的要求。 (2)區域判斷根據故障現象和特征確定與該故障有關的區域,逐步縮小發生故障的范圍,檢測此區域內的元件情況,分析發生原因,最終找出故障的具體所在。 (3)掌握故障種類進行綜合分析根據故障最終的現象,逐步深入找出多種直接的或間接的可能原因,為避免盲目性,必須根據系統基本原理,進行綜合分析、邏輯判斷,減少懷疑對象逐步逼近,最終找出故障部位。 (4)驗證可能故障原因時,一般從最可能的故障原因或最易檢驗的地方開始,這樣可減少裝拆工作量,提高診斷速度。 (5)故障診斷是建立在運行記錄及某些系統參數基礎之上的。建立系統運行記錄,這是預防、發現和處理故障的科學依據;建立設備運行故障分析表,它是使用經驗的高度概括總結,有助于對故障現象迅速做出判斷;具備一定檢測手段,可對故障做出準確的定量分析。 2、切紙機廠家故障診斷方法 日常查找液壓系統故障的傳統方法是邏輯分析逐步逼近斷。 基本思路是綜合分析、條件判斷。即維修人員通過觀察、聽、觸摸和簡單的測試以及對液壓系統的理解,憑經驗來判斷故障發生的原因。當液壓系統出現故障時,故障根源有許多種可能。采用邏輯代數方法,將可能故障原因列表,然后根據先易后難原則逐一進行邏輯判斷,逐項逼近,最終找出故障原因和引起故障的具體條件。 故障診斷過程中要求維修人員具有液壓系統基礎知識和較強的分析能力,方可保證診斷的效率和準確性。但診斷過程較繁瑣,須經過大量的檢查,驗證工作,而且只能是定性地分析,診斷的故障原因不夠準確。為減少系統故障檢測的盲目性和經驗性以及拆裝工作量,傳統的故障診斷方法已遠不能滿足現代液壓系統的要求。隨著液壓系統向大型化、連續生產、自動控制方向發展,又出現了多種現代故障診斷方法。如鐵譜技斷,可從油液中分離出來的各種磨粒的數量、形狀、尺寸、成分以及分布規律等情況,及時、準確地判斷出系統中元件的磨損部位、形式、程度等。而且可對液壓油進行定量的污染分析和評價,做到在線檢測和故障預防。 基于人工智能的專家診斷系斷,它通過計算機模仿在某一領域內有經驗專家解決問題的方法。將故障現象通過人機接口輸入計算機,計算機根據輸入的現象以及知識庫中的知識,可推算出引起故障的原因,然后通過人機接口輸出該原因,并提出維修方案或預防措施。這些方法給液壓系統故障診斷帶來廣闊的前景,給液壓系統故障診斷自動化奠定了基礎。但這些方法大都需要昂貴的檢測設備和復雜的傳感控制系統和計算機處理系統,有些方法研究起來有一定困難,一般情況下不適應于現場推廣使用。